
La competitividad de un taller pasa por ganar en productividad, prestado una atención especial a la automatización, la seguridad y la calidad. En este artículo de Cartif e ITAF se aborda el esfuerzo realizado por un taller proveedor del sector de la automoción, dedicado a la fabricación de piezas pequeñas de chapa, para afrontar el aumento de la demanda de piezas y del coste de la materia prima, planteando la automatización de la transferencia de piezas entre los distintos puestos de conformado y su inspección visual, que hasta ese momento se habían hecho manualmente, con el objeto de reducir costes, aumentar la seguridad, aumentar la productividad y mejorar la calidad del producto terminado. La prensa de conformado de una de las piezas, está formada por cuatro puestos donde se realizan operaciones de embutición, recortado, calibración y punzonado de chapa metálica, generando como producto final una pieza que pasa al proceso de inspección y paletización. Para realizar la transferencia de piezas entre los diferentes puestos se ha optado por el diseño de un manipulador específico de transferencia neumático cuyo diseño se ha realizado empleando software específico. El control del sistema y la sincronización con la operación de las prensas se ha diseñado con un PLC de Siemens, según la norma IEC-61131-1 y siguiendo la guía GEMMA.
Los sectores relacionados con el automóvil son un referente de la evolución que ha experimentado el sector industrial en los últimos años [1].
Esta evolución se explica por cambios de orientación según criterios de: (1) automatización de los procesos, (2) calidad y fiabilidad del producto, (3) flexibilidad del producto y de los procesos de producción, (4) predicibilidad y confiabilidad del proceso, (5) reducción de tiempos de preparación y espera, (6) reducción de tiempo de respuesta, e (7) integración de producto y proceso.
La carrocería de un automóvil se compone de varios centenares de piezas metálicas, de las cuales la mayoría se fabrican mediante prensado. Los talleres de embutición representan el inicio del proceso: la chapa es transformada en las diferentes piezas que compondrán la carrocería del vehículo.
Cuando se trata de fabricar grandes series, la chapa metálica permite ser transformada por embutición, admitiendo una gran deformación plástica sin necesidad de recurrir al arranque de viruta [2]. La chapa metálica admite numerosas transformaciones: embutido, doblado, plegado, corte, punzonado, cizallado, recortado, etc. [3]
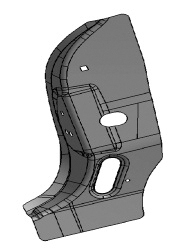
A un taller proveedor del sector de la automoción, dedicado a la fabricación de piezas pequeñas de chapa, se le planteó la necesidad de aumentar la producción de una pieza que venía fabricando (figura 1).
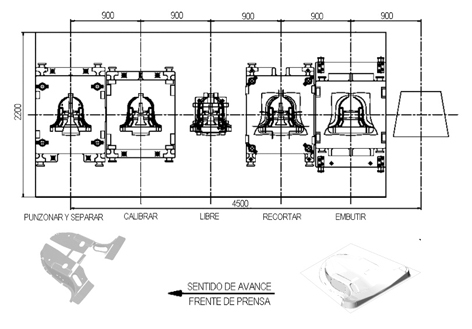
Para la fabricación de la pieza, se utiliza una prensa mecánica compuesta por dos útiles modulares con dos puestos cada uno. Un primer módulo con las operaciones de embutición y recortado, y un segundo con las operaciones de calibradoy punzonado. Los útiles modulares se sitúan de forma equilibrada, 2 a 2, en los extremos de la mesa, y en el centro un puesto libre con una simple maqueta para sostener la pieza (figura 2). La alimentación de la prensa, la transferencia de piezas entre puestos y la descarga se realiza manualmente (dos operarios), con los riesgos que ello supone. En la prensa las piezas son sometidas a una secuencia de golpes que van determinando su forma. A la salida, un tercer operario se encarga de inspeccionar una de cada 500 piezas fabricadas aproximadamente. Este proceso constituye un área con potencial de mejora.
El aumento de la demanda precipitó la decisión de automatizar el proceso. Una automatización supone una modificación de los medios de fabricación y, por lo tanto, es preciso asegurarse de que el nuevo diseño se adapta a las características del producto.
Dado que la vida útil de una prensa puede ser de varias décadas, se planteó aumentar la productividad de los equipos existentes y no afrontar inversiones en nuevas líneas. En el conformado de las piezas se seguirá empleando los cuatro troqueles simples (figura 2).
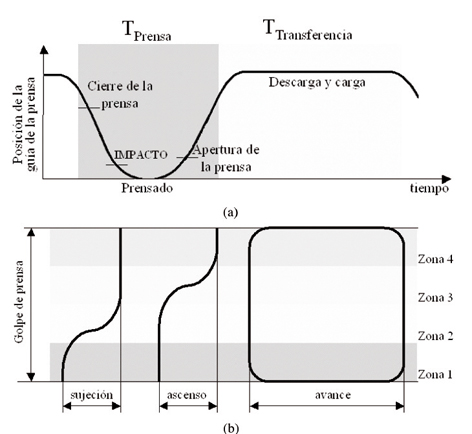
Desde el punto de vista de la productividad de un proceso de este tipo, lo primero que importa es la duración de un ciclo de prensa. Este ciclo consta de dos partes: una parte determinada por la prensa y otra parte por la transferencia. Se puede mejorar la duración del ciclo reduciendo los tiempos de prensa, mejorando los tiempos que se necesitan para la transferencia, y/o mejorando la sincronización entre prensa y transferencia.
En general, limitarse a intentar conseguir aumentar la producción aumentando la velocidad de funcionamiento puede afectar negativamente a la calidad de la pieza, perturbar el flujo de materiales, provocar colisiones y, sobre todo, riesgo importante para los operarios [4]. Así que se consideró añadir un alimentador de blancos y abordar la mejora automatizando la transferencia.
En estos sectores los robots industriales hace tiempo que adquirieron carta de normalidad como equipos aplicables en la automatización de procesos industriales. Tanto sus características técnicas como el soporte para su programación y mantenimiento han ido mejorando. Pero para la transferencia existen soluciones a medida, más económicas aunque menos flexibles: manipuladores específicos de transferencia. En este trabajo se ha optado por el diseño de un manipulador específico de transferencia neumático con brazos exclusivos.
El control del sistema y la sincronización con las operaciones de la prensa se ha diseñado con un PLC de Siemens, según la norma IEC-61131-1. Esta norma intenta unificar el sistema de programación de todos los autómatas programables y sus periféricos, incluyendo los lenguajes de programación, en un único estándar internacional [5].
Aumentando el grado de automatización de una instalación se pueden considerar que aumenta la seguridad en el trabajo [6]. Acciones que antes se realizaban manualmente pasan a ejecutarse automáticamente por la máquina. Esto permite que la prensa ejecute la producción sin los retrasos típicos causados cuando los operadores necesitan ingresar a áreas potencialmente peligrosas. En general, las intervenciones durante la producción ya no son necesarias y el personal ya no está por tanto tan expuesto a peligros.
La automatización no conduce a la eliminación completa de los accidentes. Con todo, las personas también interfieren con los movimientos de las máquinas al ejecutar otras tareas, como limpieza, ajuste/reajuste, control y reparación (el 90% de los accidentes se producen en este tipo de operaciones). Se ha diseñado un circuito de seguridad de Categoría 4 con un autómata de seguridad de Pilz y separado del resto de los controles.
Para la consecución completa de la automatización, los sistemas de visión artificial son un eslabón ineludible que asegura la calidad del producto. La incorporación de estos sistemas están mejorando las características de funcionamiento de muchas líneas. Los sistemas de visión están permitiendo aumentar el nivel de inspección al 100% de la producción.
Durante los últimos años se ha debatido sobre aplicar Control Estadístico de Procesos (Statistical Process Control, SPC) o inspeccionar el 100% de la producción. Básicamente, el SC es tomar un reducido número de muestras para predecir, en términos estadísticos, el resultado de la totalidaddel lote. El tamaño de la muestra se basa en el grado de variación del proceso. La inspección 100%, no depende del comportamiento del proceso y permite rechazar cada pieza defectuosa cuando se produce. La inspección 100% puede reducir los costes en material y los residuos (chatarra). Detectar un defecto en la primera pieza en la que aparece, en vez de cuando se han producido un cierto número de piezas que presentan el mismo defecto, evita que se originen pérdidas significativas al tener que desechar a veces series completas de decenas de piezas.
Aunque el uso del SPC está bastante extendido, la mayoría de los fabricantes desean una inspección del 100%. Una alternativa es compaginar ambos métodos. En nuestro caso, aprovechando el puesto libre en el centro de la prensa, se ha diseñado un sistema de inspección visual automático multicámara para la detección de grietas/roturas y deformación significativas en el 100% de las piezas producidas. El sistema está basado en el paquete informático CARTIF-INSPECTOR V2.0 y en las cámaras de visión industrial MCVA002 [7].
La incorporación de este sistema complementa la inspección estadística fuera de línea que se venía realizando (aproximadamente una de cada 500 piezas). Un requisito importante fue que esta automatización debía ser fácil de instalar, y que debería realizarse dentro del mes de parada en verano. Además, en caso de que surgiese un imprevisto que impidiera finalizar la instalación a tiempo, pudiera retirarse fácilmente de modo que la producción pudiera iniciarse sin problemas utilizando la prensa de la manera manual tradicional.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




