
El sector dedicado al diseño y fabricación de herramientas, es un claro ejemplo de innovación continua, intentando siempre encontrar ese plus para avanzar y hacer de la tarea de arrancar material algo más sencillo. Por ello la presentación periódica de nuevas gamas de herramientas es un hecho frecuente, con ideas innovadoras en todos los frentes. En el siguiente artículo, miembros de la Escuela de Ingenieros de Bilbao hacen un repaso.
Novedades en torneado
En lo que se refiere a las operaciones de torneado se han desarrollado nuevas calidades de metal duro para los diferentes materiales sobre todo de los grupos P, K, M y S, con unos recubrimientos más evolucionados, tanto CVD como PVD. Pero donde se han concentrado mayores esfuerzos por mejorar es en el sistema de refrigeración de alta presión, con presiones de 200 y 300 bar y realizando modificaciones en todo lo concerniente a la operación. Los portaherramientas con refrigeración a través de la brida logran un enfriamiento más efectivo de la plaquita, dirigiendo directamente a la zona de contacto entre viruta y plaquita tanto en la cara de desprendimiento como en incidencia. Así mismo se favorece la fragmentación de la viruta, lo cual es un problema en el torneado de aleaciones que generan una viruta larga y con tendencia a enrollarse. Nuevas geometrías de la cara de desprendimiento es lo que propone Sandvik para las plaquitas empleadas en sistemas de alta presión. En comparación con las geometrías convencionales están diseñadas para que el refrigerante llegue a la zona de corte.
Dentro de este tipo de torneados, la fase de desbaste constituye una de las operaciones más exigentes, y aunque no sea de importancia vital en lo que a requerimientos de calidad superficial se refiere, sí que conviene que el proceso posea la mayor estabilidad posible. Por ello, se están desarrollando sistemas de amarre de las plaquitas para que la mayoría de los esfuerzos soportados por la placa se descarguen en el portaplacas por medio de facetas en la cara de incidencia de la propia plaquita en lugar de por el tornillo de amarre de la placa, como era común hasta ahora.
Lo nuevo en taladrado
En lo respectivo a operaciones de taladrado, operación totalmente imprescindible tanto en el sector aeronáutico como en cualquier otro de la industria mecánica actual, también ha habido una pequeña revolución. Hasta ahora era muy común, y lo seguirá siendo, el reafilado de las brocas y los escariadores enterizos, para intentar aprovechar estas herramientas al máximo, debido a su elevado precio entre otras cosas por la elevada cantidad de metal duro necesaria para su fabricación.
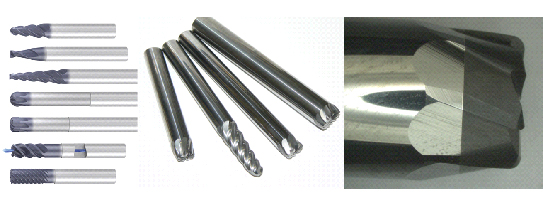
Desde hace algunos años es posible utilizar brocas con punta intercambiable. El empleo de este tipo de brocas conllevaba principalmente un par de puntos críticos respecto de las enterizas, como son la resistencia y estabilidad del punto de acoplamiento entre el inserto intercambiable y el cuerpo de la broca y evitar posibles errores en la orientación del inserto a la hora de realizar el cambio por una nueva.
Los escariadores, utilizados para acabar agujeros que tengan unos elevados requisitos de rugosidad superficial, tolerancia o capa afectada térmicamente, también han evolucionado, alcanzando mayor rigidez, hasta el punto de poder escariar 8 agujeros 16 mm de diámetro y 40 mm de profundidad en solo 7 segundos, con un avance de 3000 mm/min.
Lo último en fresado
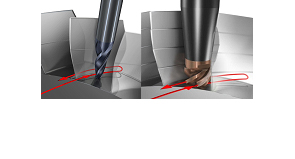
Para la operaciones de fresado también se pueden encontrar varias novedades. Un problema importante en procesos que tengan una alta tasa de arranque de material es la gran cantidad de viruta que se genera, también en términos de fuerza necesaria para el mecanizado, desgaste de herramienta, etc. Por ello, en el caso de platos para contornear, cabe destacar unas nuevas placas rectangulares y con forma redonda para desbaste que tienen la particularidad de tener las aristas laterales con ondulaciones en forma de ola. Esta ondulación no se mantiene constante en altura para las diferentes placas de un mismo plato de contornear, de forma que la viruta se fragmenta mucho y resulta muy pequeñita, reduciéndose con ello las fuerzas de mecanizado además de otros problemas como las vibraciones, ya que consiguen romper la periodicidad del arranque de material debida al giro constante de la fresa.
Un sector que suscita gran interés desde el punto de vista de fabricación es el sector de la salud. Nuevos materiales a mecanizar con maquinabilidad baja, altos requisitos de calidad y demanda alta capacidad tecnológica y conocimiento. Desde la cotidianidad, los implantes más conocidos, pero no por ellos los más sencillos de fabricar son los implantes bucales, pero las prótesis de cadera, rodilla, fijaciones en la columna e implantes vertebrales. El mecanizado de implantes bucales, en diferentes materiales, ha sido y sigue siendo un punto estratégico para Emuge-Franken. Se han convertido en un referente tanto a la hora de seleccionar herramientas, sistemas de amarre y estrategias de mecanizado. Su propuesta de herramientas para las operaciones de acabado de los implantes incluyen fresas de radio pleno y tóricas con y sin hélice así como fresas frontales, todas ellas con unos márgenes de tolerancia muy estrechos del orden de 0.01 mm en diámetro. Tanto para las operaciones de desbaste como de pulido disponen de una amplia gama en geometrías de fresas de filo no definido realizadas en diamante sinterizado con cuerpo de metal duro.
Siguiendo la estrategia de especialización, una vez superadas las dificultades que el sector de la salud presentaba Emuge-Franken está poniendo gran empeño en el sector aeronautico y de generación de energía, más concretamente en el mecanizado de componentes monolítocos de turbinas de gas como son álabes, implers y blisks. Se trata de componentes con geometrías complejas, con altos requisitos en lo que respecta a tolerancias dimensionales e integridad superfical.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




