
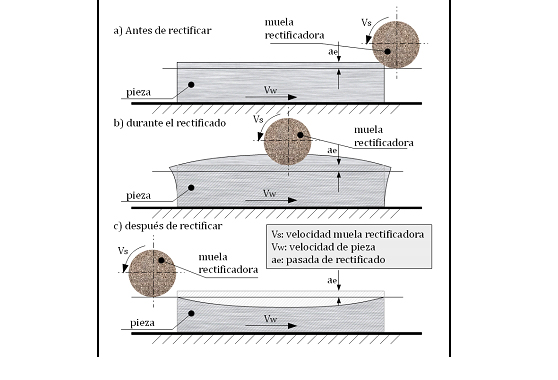
Alcanzar y mantener las precisiones geométricas es hoy en día uno de los principales factores limitantes para llevar a cabo un proceso de fabricación eficiente en el mecanizado de grandes componentes. Este artículo ha sido redactado tras la realización un trabajo de investigación llevado a cabo por IK4-IDEKO y GOIMEK S.COOP sobre todas las etapas del proceso productivo de piezas representativas de GOIMEK. Los resultados obtenidos reflejan la necesidad de tener en cuenta y bajo control el efecto de un amplio rango de cargas mecánicas y térmicas. Especialmente, los resultados del análisis de la fase final de rectificado confirman el origen térmico de las deformaciones como uno de los principales factores causantes de estos problemas.
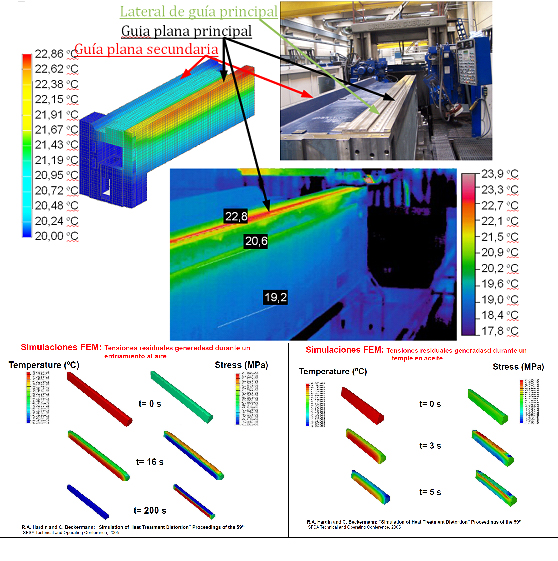
Para la realización del trabajo se han llevado a cabo de forma conjunta simulaciones de las deformaciones utilizando herramientas FEM, la monitorización de temperaturas mediante cámaras termográficas, la medición de tensiones residuales empleando un difractómetro de rayos X y el control de las desviaciones geométricas por colimación láser o a través de niveles electrónicos. La apuesta por el conocimiento y mejora de sus procesos productivos así como la inversión en medios e instalaciones acordes a las necesidades actuales ha supuesto para GOIMEK dar un importante salto en el control de las desviaciones geométricas de las piezas, mejorando así la eficiencia de sus procesos productivos y garantizando la calidad de las piezas a sus clientes.
En la mayoría de los ámbitos de fabricación, donde los requisitos de acabados geométricos y dimensionales son cada vez más exigentes, existe una gran problemática asociada a la respuesta y control dimensional durante las operaciones de mecanizado y tratamientos térmicos.
Especialmente en los sectores de fabricación de piezas de grandes dimensiones y alto valor añadido (Figura 1), donde las series de fabricación son cortas - aeronáutico, energético, máquina-herramienta - la problemática de las distorsiones geométricas es uno de los factores clave para el logro de piezas de calidad y procesos eficientes. Estos problemas se traducen en improductividades debidas a dificultades de mecanizado, reprocesos (control dimensional-remecanizado para eliminar los errores debidos a deformaciones) y rechazos, con la consiguiente pérdida de competitividad por parte de las empresas del sector. Especialmente en el caso de piezas de gran tamaño (cada vez más frecuentes en sectores estratégicos como el eólico o el de máquina-herramienta), los costes asociados son significativos.
Factores principales
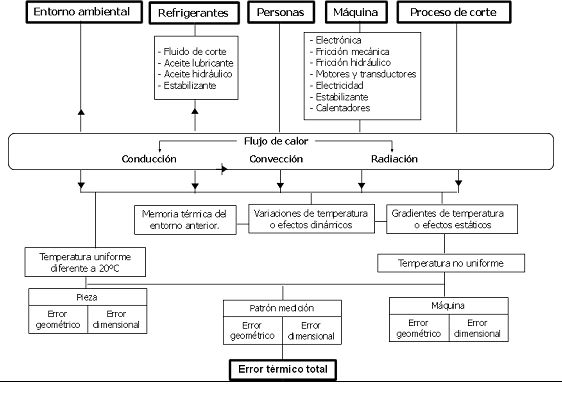
Los principales factores que pueden afectar a la precisión geométrica alcanzable en fabricación son las cargas mecánicas y térmicas, entre las que se encuentran:
- 1- Las fuerzas estáticas y dinámicas aplicadas sobre la máquina y la pieza durante las operaciones de mecanizado.
- 2- Las deformaciones inducidas térmicamente sobre la máquina y la pieza [1,2].
- 3- Las alteraciones del equilibrio de la tensión residual de las piezas [3].
Dependiendo de la aplicación, la secuencia o combinación de cargas a las que está sometida la pieza durante su proceso productivo puede ser variada y numerosa (como se observará en los siguientes apartados) por lo que cuando surge un problema de distorsiones se genera una gran incertidumbre y debate sobre su causa u origen. Cada pieza conlleva un proceso productivo particular por lo que aventurarse a achacar el problema a uno de los factores citados sin haber realizado un análisis completo de los mismos en todo el proceso productivo, o realizando un análisis parcial, es arriesgado y generalmente no lleva a la solución del problema.
Con el fin de aclarar dudas y poner fin a la problemática de las deformaciones, GOIMEK S.Coop ha iniciado en colaboración con IK4-IDEKO un trabajo de análisis completo de lo que pueda suceder en todas las etapas del proceso productivo de sus piezas. Para la realización del trabajo se han llevado a cabo de forma conjunta simulaciones de las deformaciones utilizando herramientas FEM, la monitorización de temperaturas mediante cámaras termográficas, la medición de tensiones residuales empleando un difractómetro de rayos X y el control de las desviaciones geométricas por colimación láser o a través de niveles electrónicos.
A continuación se presenta un resumen y ejemplos del trabajo realizado y resultados obtenidos.
Principales factores que afectan a la precisión geométrica
Fuerzas estáticas y dinámicas aplicadas sobre la máquina y la pieza durante las operaciones de mecanizado
Las fuerzas estáticas y dinámicas aplicadas sobre la máquina y la pieza durante las operaciones de mecanizado pueden generar una tasa de arranque variable contribuyendo a un cambio imprevisto de la tasa de arranque y geometría final de pieza.
Con el apoyo de herramientas de simulación FEM y la correspondiente contrastación experimental en esta fase se han estudiado las deformaciones de máquinas y piezas sometidas a situaciones o procesos reales de arranque. Se ha analizado también la influencia del peso propio de las piezas, la disposición de los apoyos, su trazabilidad a lo largo del proceso de fabricación y medición así como las restricciones impuestas por los amarres. En la Figura 2 se muestra un ejemplo de modelo de elementos finitos de una rectificadora GANTRY y su deformación estática bajo aplicación de esfuerzos reales de corte.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




