





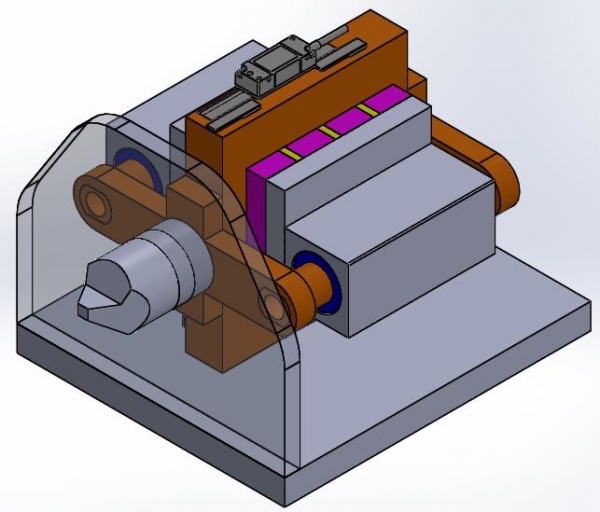
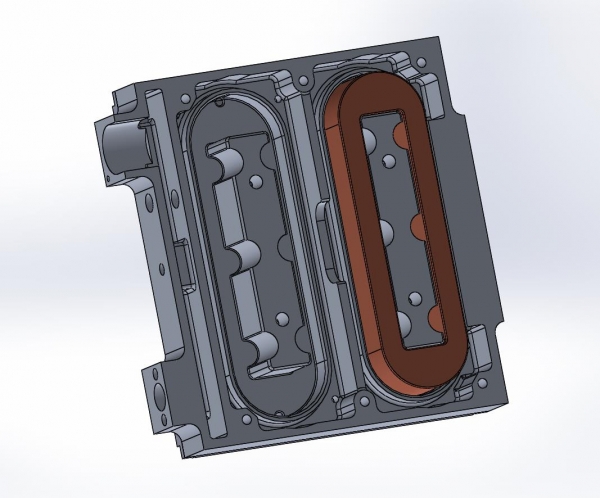
El centro tecnológico IK4-IDEKO ha desarrollado un accionamiento de alta precisión que permite fabricar componentes de geometría libre en tornos industriales para sectores como el aeronáutico o la automoción. El dispositivo, denominado Fast Tool Servo, es un accionamiento rápido para torneado que permite la sincronización del giro con el movimiento de la pieza a gran velocidad. Esta herramienta posibilita la generación de formas no axisimétricas y componentes de geometría libre (free-form) en tornos industriales, un equipamiento que hasta ahora solo permitía la fabricación de piezas de revolución. El desarrollo está accionado por un actuador piezomagnético montado sobre un guiado aerostático y se mide el desplazamiento real de la herramienta con una regla óptica. La solución de IK4-IDEKO permite un ahorro de costes en el proceso de fabricación de los componentes, ya que en la actualidad deben ser elaborados en equipos más complejos, sofisticados y caros que los tornos.
En el campo de la fabricación de alta precisión, en campos como la aeronáutica y la automoción, las piezas con características no axisimétricas se consiguen fabricar mediante actuadores dinámicos de alta intensidad, o como son conocidos, los actuadores Fast Tool Servo (FTS).
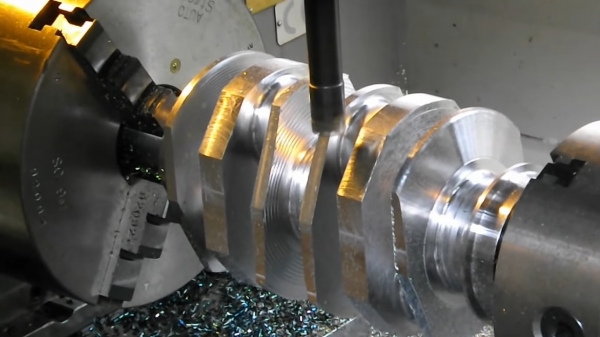
Entre las piezas que tienen una mayor parte de las demandas en la industria están las que tienen geometrías de revolución, por ejemplo, los cilindros, las esferas y las parábolas. Estas piezas se producen, generalmente, por medio del proceso de torneado. La pieza se mueve girando alrededor de uno de sus ejes, la herramienta, en cambio, se mueve en un eje paralelo a dicho eje a una distancia fija cambiando la misma a medida que va arrancando la viruta. De este modo se consigue una geometría de revolución simétrica. Pero en la industria hay piezas que tienen geometrías que no son simétricas respecto al eje de giro (“No rotationally symmetric” (NRS)). Algunos ejemplos pueden ser las levas, los ejes excéntricos, los pistones ovalados, las superficies estructuradas y free-form, las lentes de ópticas, entre otros.
Es en este tipo de operaciones de geometrías axisimétricas es donde hacen su aparición los Fast Tool Servo (FTS), herramienta de accionamiento rápido servocontrolado, que es son capaces de posicionar rápidamente y con precisión, en la operación de mecanizado en un torno, la herramienta de corte de tal manera que se puede conseguir en la superficie de corte características que no son simétricas con respecto al eje de rotación. Generalmente, la herramienta de corte es de diamante de cristal único con objeto de producir una calidad al nivel exigido por el mercado de óptica en las superficies. Sin embargo, en casos donde no sea requerido un acabado de esas características, se pueden emplear herramientas de corte convencionales, tales como nitruro de boro cúbico (CBN), carburo de tungsteno, o de acero rápido.
Para mecanizar con precisión las familias de piezas comentadas, la herramienta debe moverse con alta precisión a pesar de la alta aceleración y las altas frecuencias asociadas necesarias para conseguir la trayectoria de la superficie. Este requisito de precisión y alto rendimiento dinámico simultáneo trae la necesidad de una gran exigencia del sistema FTS. Esta necesidad de precisión y alta dinámica nos lleva a desarrollos de soluciones que están entre la Ingeniería de precisión y la Mecatrónica, al igual que ocurre en otros campos como son los discos duros de los ordenadores, la industria de semiconductores, etc. Por lo tanto estos FTS adaptarán tecnologías y técnicas de ambos campos.
Un nuevo concepto aparece en relación con los sistemas tradicionales de mecanizado como es el ancho de banda que es el número de ciclos (frecuencia) que tiene que realizar la herramienta por revolución de la pieza a mecanizar. Otro concepto es el requerimiento de aceleración que estará relacionado con la amplitud y la frecuencia de los ciclos. Estos elementos llevan a los FTS a tener limitaciones de aplicación dependiendo de la geometría a mecanizar no siendo siempre posible el desarrollar este tipo de sistemas para cubrir las necesidades las necesidades de fabricación. Pero esto dependerá del avance del estado del arte.
Tipo de actuadores FTS
En la actualidad nos podemos encontrar en el mercado soluciones basadas en diferentes soluciones tecnológicas, entre estas se encuentran los que se describen a continuación.
FTS con accionamiento hidráulico
Los dispositivos hidráulicos son los menos comunes, pero se han realizado algunos buenos trabajos en esta área. Se han estudiado los FTS hidráulicos de largo recorrido para el torneado de pistones con forma ovalada, por ejemplo.
FTS con accionamiento piezoeléctrico
La mayoría de los FTS de carrera corta y dispositivos similares de micro-posicionamiento se basan en elementos piezoeléctricos, que tienen la ventaja de una respuesta rápida, alta aceleración, micro posicionamiento preciso y alta rigidez.
FTS con accionamiento magnetoresistivo
De forma similar a los materiales piezoeléctricos que responden con tensión a un campo eléctrico aplicado, los materiales magnetoestrictivos se estiran bajo la aplicación de un campo magnético. Los materiales magnetostrictivos tienen un mayor desplazamiento y son menos dependientes de la temperatura, en comparación con materiales piezoeléctricos. Sin embargo, su rendimiento parece ser que está significativamente por detrás de lo conseguido por los dispositivos piezoeléctricos.
Fuerzas de Lorentz
Aquí se utiliza ampliamente este término para incluir motores rotativos y lineales de imán permanente, incluso en los casos en que las bobinas del motor están alojadas en ranuras, lo que significa que la fuerza sobre el motor no se debe principalmente a la fuerza de Lorentz. Sin embargo, puesto que las ranuras pueden ser modeladas para traer las corrientes a la superficie, esta inclusión es razonable. Una ventaja de este tipo de actuador es que pueden tener longitudes de desplazamiento (carrera) más largas que los piezoeléctricos. Por otro lado, la aceleración máxima en estado estacionario está limitada por el calor generado en la bobina y el método mediante el cual la bobina se enfría, y por la densidad de flujo magnético alcanzable.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




