
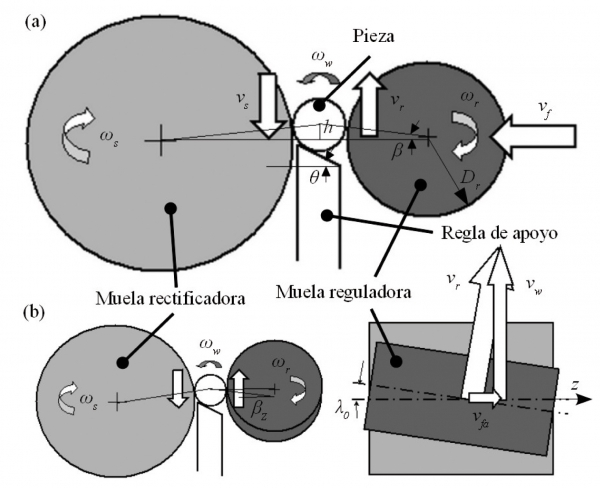
El rectificado sin centros es un proceso de fabricación ampliamente utilizado como tecnología de acabado de alta productividad. Su principal ventaja es la eliminación de las operaciones de amarre y centrado, con lo que se reduce los tiempos de operación y permite la automatización del proceso mediante cargadores de pieza o manipuladores. De sus dos configuraciones de trabajo, penetración y pasante, la segunda es la más productiva ya que no necesita paradas en el proceso para la carga y descarga de la pieza (Figura 1).
Sin embargo, la correcta puesta a punto del proceso de rectificado sin centros es una de las operaciones más problemáticas entre los procesos de mecanizado, no sólo debido a las restricciones comunes a los procesos de rectificado (tolerancia dimensional, dañado térmico, acabado superficial o potencia de máquina), sino también a las inestabilidades características del rectificado sin centros: regeneración geométrica de facetas (debido a la oscilación de la pieza sin amarrar entre las muelas), vibraciones autoexcitadas o chatter (el cual es más pronunciado que en otros procesos de rectificado debido al uso de muelas de rectificado más anchas) e inestabilidades de arrastre de muela reguladora o spinning (que aparece cuando la muela reguladora no es capaz de mantener la rotación de la pieza a su velocidad periférica).
Todas estas inestabilidades y restricciones dependen de un gran número de parámetros del proceso que influyen en ellas de diversas maneras. Esto conlleva una dificultad adicional a
la hora de establecer la configuración óptima de proceso que cumpla los requisitos de productividad. En la configuración en pasante esta dificultad es mayor ya que los dos principales parámetros que gobiernan la estabilidad del proceso son también los que definen la productividad: la velocidad de giro de muela reguladora (ωr) y el ángulo de avance (λ0).
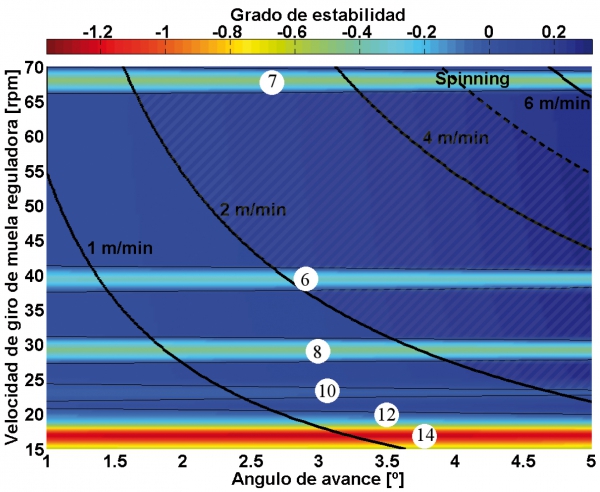
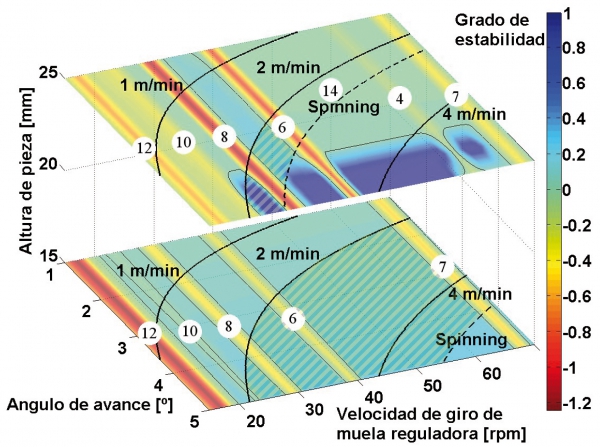
Con el trabajo presentado se ha conseguido analizar la influencia de todos estos parámetros del proceso en la productividad del proceso. Para ello, se han desarrollado nuevos modelos que, junto con los modelos previos, han sido implementados en unos nuevos mapas de estabilidad global, en los cuales se puede definir la combinación óptima de velocidad de giro de muela reguladora y ángulo de avance.
El uso de estos mapas ha conducido al desarrollo de nuevas estrategias de optimización para la configuración en pasante y a su implementación en una herramienta software en soporte Web, Estarta Set-up Assistant (SUA), desarrollada con el objetivo de mejorar la precisión y productividad en el rectificado sin centros. Esta herramienta recomienda los parámetros de trabajo en base a la búsqueda de las condiciones de trabajo óptimas para cada aplicación, tanto en las operaciones en penetración como en pasante.
Estado del arte
Las inestabilidades características del rectificado sin centros y la influencia de los parámetros de proceso en ellas han sido objeto de estudio durante los últimos ochenta años.
Se han llevado a cabo importantes estudios en relación al modelado, simulación y validación experimental del proceso para la selección de la configuración óptima de trabajo, aunque la mayoría han sido para la configuración en penetración 1-21.
Para la configuración en pasante, las principales referencias encontradas en la literatura están basadas en el estudio de la regeneración geométrica: König en 1976 y Meis en 1980 fueron los primeros en publicar teorías y experimentos sobre la regeneración geométrica y la cinemática del proceso. Meis describió como el ángulo de tangencia γ varía a lo largo de la trayectoria de la pieza a través de la longitud de la muela. El autor utilizó un modelo geométrico para analizar los rangos del ángulo y realizó una aportación a la optimización de la configuración geométrica. En un trabajo posterior, Meis et al.analizó la estabilidad geométrica suponiendo el proceso en pasante como una sucesión de configuraciones en penetración, obteniendo unas indicaciones generales.
En 1992, Kim desarrolló un modelo en pasante tridimensional pero no fue capaz de generar ninguna pauta general para su método numérico.
Zhou, en 1997, llevó a cabo un análisis en el dominio del tiempo, donde se revelaba la importancia del número de revoluciones de la pieza durante el proceso de rectificado. Utilizó una velocidad media de crecimiento para cada número de lóbulos y trabajó en la optimización del ciclo de rectificado. Como resultado definió unas condiciones óptimas dependiendo del número de pasadas de rectificado.
En estudios más recientes, Gallego et al. utilizaron una velocidad media de crecimiento similar y desarrollaron unos mapas de estabilidad geométricos para combinaciones de ángulo de regla y altura de pieza.
Por otro lado, la tendencia de aparición de chatter es mayor en pasante ya que se genera una rigidez de corte mayor debido a la utilización de toda la longitud de la muela rectificadora. Aunque el análisis de estabilidad geométrico ha provocado mucho interés, Nieto es el único investigador que ha analizado el comportamiento dinámico en pasante mediante modelos y simulación. El autor desarrolló un modelo tridimensional que tenía en cuenta los modos de vibración del sistema, los cuales no eran simétricos al plano medio de la máquina rectificadora. Propuso unos mapas de estabilidad para combinaciones de rigidez de corte y velocidad de giro de muela reguladora.
En cuanto a las inestabilidades de arrastre o spinning, Hashimoto analizó y resolvió el problema para el proceso en penetración. No se han encontrado referencias teniendo en cuenta el fenómeno de deslizamiento inherente al proceso en pasante.
Se ha llevado a cabo un importante trabajo en relación a las restricciones comunes del proceso de rectificado y las características del fenómeno de abrasión. En el artículo del CIRP
Processes” se presentó en 1992 una revisión hasta la fecha de los modelos físico/empíricos más utilizados para simular los parámetros del proceso: fuerzas y potencia, energía específica, desgaste de muela, integridad superficial, acabado superficial o tolerancias dimensionales.
Recientemente, en un artículo del CIRP publicado en el año 2006 se realiza una revisión de estado del arte actual, a la vez que la capacidad, limitaciones y tendencias de los diferentes métodos de modelado y simulación del proceso de rectificado.
Centrándose en las particularidades del rectificado sin centros, entre los años 1986 y 1991 Rowe et al. llevaron a cabo estudios experimentales y basados en modelos de las limitaciones del proceso de rectificado sin centros en penetración, donde se analizaron la influencia de la velocidad de avance, la velocidad de corte y la velocidad de giro de la pieza en la energía específica del proceso. Los resultados del estudio se mostraban a través de unas gráficas de estabilidad dinámica, potencia límite de máquina y límite de quemado en función de la velocidad de giro de pieza y la velocidad de avance. El objetivo de estas figuras era similar al que se pretende mostrar en este artículo para la configuración en pasante, de las que surgieron algunas estrategias de optimización y puesta a punto para el proceso en penetración.
Por último, en 1995 Hashimoto presentaba los fundamentos del proceso en su configuración en pasante específicamente, analizando la potencia de rectificado, las fuerzas, la energía específica, el espesor de viruta equivalente...
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad
Sectores




