
Ante la tesitura de establecer un proceso de rectificado sobre una nueva pieza con ciertas especificaciones de calidad que puedan dificultar cumplir con la productividad requerida por el cliente, agilizar la determinación de las condiciones óptimas a usar es de vital importancia. Por ello, el rectificado de piezas esbeltas requiere de un estudio en mayor profundidad y de una aplicación de distintas tecnologías que puedan facilitar la búsqueda de la solución a la problemática. IK4-IDEKO lo explica.
El rectificado es un proceso que se encuentra dentro de las últimas etapas de fabricación de piezas de alta precisión en las cuales se requieren calidades dimensionales y superficiales exigentes. El proceso se basa en eliminar mediante el giro de muelas abrasivas el sobre-material dejado en procesos anteriores en las piezas. La eliminación del sobre-material ocurre en la zona de contacto entre muela y pieza generándose fuerzas principalmente normales que deforman (flexionan) la pieza en mayor o menor medida dependiendo de la rigidez del sistema. En el caso de piezas esbeltas, cuyos ratios longitud/diámetro son elevados, la disminución de rigidez del sistema es tan acusada que para obtener una pieza de calidad se deben limitar las fuerzas ejercidas en la pieza limitando las condiciones de rectificado y por consiguiente la productividad.
Los grandes sectores de la automoción y la aeronáutica cada vez demandan piezas más ligeras y de tamaños más ajustados destinadas a la mejora del rendimiento de los vehículos. La creciente y continua necesidad de estos sectores para aumentar la productividad sin perjuicio de la calidad es un reto constante en el que surgen diferentes problemáticas. En la actualidad, en lo que respecta al rectificado cilíndrico, uno de los problemas a solventar más demandado es el aumento de productividad del rectificado de piezas esbeltas. Los problemas de mayor importancia que aparecen en esta tipología de piezas son los siguientes:
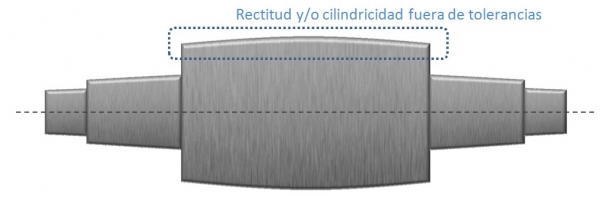
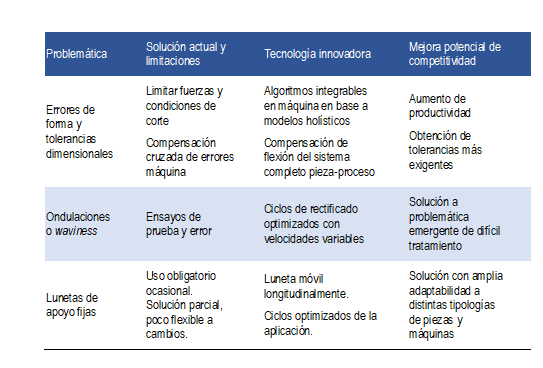
- Errores de forma y dimensionales debido a las flexiones desiguales que sufre la pieza a lo largo de la pieza durante el proceso.
- Problemas de vibraciones debido a la baja rigidez de las piezas.
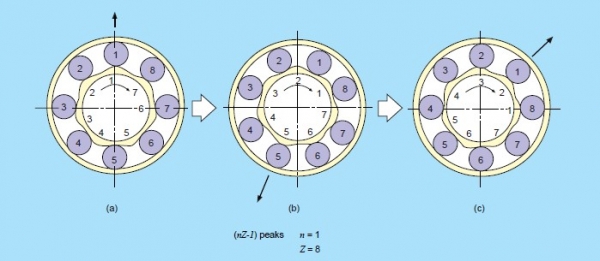
- Ondulaciones a lo largo del perímetro diametral, conocidas por el requerimiento de waviness, causante de ruidos durante el funcionamiento en la zona de unión entre ejes y rodamientos.
- Limitaciones de productividad por tener limitado el aumento de tasa de arranque debido al aumento a las fuerzas que flexionan la pieza.
- El consumo de tiempo, material y energía en la tediosa puesta a punto del proceso.
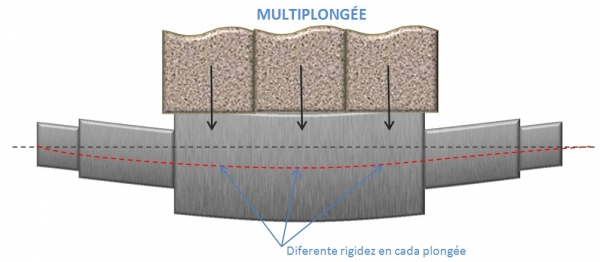
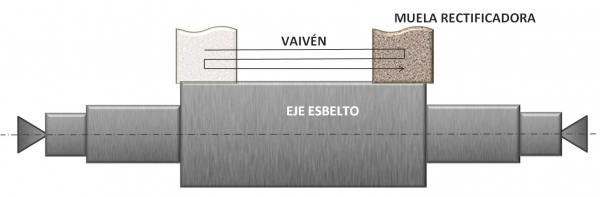
Como ejemplo, en la Figura 1 se observa una pieza esbelta donde se aplica un proceso de rectificado en multiplongée (diferentes plongées para completar el ancho que se quiere rectificar). Al aplicar una carga sobre la pieza, debido a la fuerza de rectificado, esta tiende a flectar, como se observa en el eje de la pieza en rojo. Dicha deformación por flexión será diferente dependiendo de la posición en la longitud de la pieza, ya que la rigidez de pieza es diferente en cada punto.
La solución más sencilla a este tipo de errores suele ser la reducción de las condiciones de rectificado, pero debido a las limitaciones de productividad que implican, se debe recurrir a distintas estrategias y técnicas para cumplir con la exigencia del cliente. La búsqueda de soluciones en la puesta a punto del proceso requiere de un tiempo considerablemente alto que perjudica a todo lo que engloba la realización de soluciones competitivas. Relacionando todas las repercusiones, es obvio llegar a la conclusión de que se requiere la resolución de distintos tipos de conflictos.
El objetivo principal de este proyecto es el desarrollo de herramientas para la optimización de los procesos de rectificado sobre piezas de elevada esbeltez que permitan una fabricación eficiente cumpliendo las especificaciones de calidad requeridas sin prejuicio de la productividad y reduciendo el impacto medioambiental.
Herramientas a utilizar y objetivos
Las herramientas a utilizar están basadas en tecnologías novedosas que se encuentran en el ámbito científico y que tras la consecución del proyecto se pueden implementar en soluciones industriales. Herramientas como los modelos holísticos para la generación de conocimiento sobre los factores que influyen en el rectificado de esta tipología de piezas y de algoritmos para alimentar a las tecnologías a elaborar, así como desarrollos mecánicos y de software para implementar en máquina y dar solución a los problemas que conllevan.
El proyecto está compuesto por una serie de herramientas que implementadas en la máquina rectificadora garantizan y mantienen las condiciones de corte óptimas para el rectificado de piezas esbeltas en términos de productividad y calidad.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad