
El mecanizado de las superaleaciones termorresistentes es un proceso que se lleva efectuando dentro del sector aeronáutico desde años atrás. Dentro de este contexto, el presente estudio se centra en el análisis del proceso de torneado de Inconel 718, tanto en estado solubilizado (AMS 5662) como en estado precipitado (AMS 5663), utilizando para ello placas de corte de PCBN en lugar de WC y cerámicas, que son las más utilizadas actualmente en la Industria. Además de analizar experimentalmente la influencia de los parámetros del proceso durante el corte, en aras de conocer en mayor profundidad el proceso indicado, se ha estudiado la relación entre las características de la placa de corte referentes al material (% de sustrato de CBN, tipo de aglomerante, tamaño de partículas de CBN) y las relacionadas con su geometría de corte, con los parámetros de salida más relevantes del proceso: vida de la herramienta, esfuerzos de corte y acabado superficial. Por otro lado, mediante simulaciones de FEM se ha propuesto una optimización para la preparación del filo de las herramientas de PCBN.
Conclusiones
Los ensayos experimentales realizados han servido para conocer y analizar las prestaciones que presentan las placas de PCBN, ofertadas en catálogo por sus fabricantes, a la hora de mecanizar en operaciones de cilindrado en acabado de Inconel 718, tanto en estado solubilizado (AMS 5662) como en estado precipitado (AMS 5663). Los resultados analizados han sido la vida de la herramienta, los esfuerzos de corte y el acabado superficial. Los resultados experimentales nos indican que las placas de PCBN son una alternativa interesante a la hora de afrontar operaciones de acabado de Inconel 718.
Cabe destacar la limitación que existe en los catálogos de los fabricantes, al estar las placas de PCBN dirigidas principalmente al mecanizado de acero endurecido, las posibles combinaciones de grados con diferentes % de CBN, tamaño de grano y tipo de aglomerante para el mecanizado de aleaciones termorresistentes, como el Inconel 718, está reducido a un número muy pequeño.
El objetivo más importante que se perseguía con la experimentación realizada se ha cumplido: estudiar la influencia del grado de PCBN de la placa de corte (% de CBN, tamaño de grano y tipo de aglomerante) así como la influencia de los aspectos relacionados con la geometría de corte de la placa (radio de punta) en las prestaciones del mecanizado. Tras el análisis de los resultados, se han presentado pautas de selección de las placas de PCBN para obtener un mecanizado óptimo en operaciones de cilindrado en acabado de Inconel 718, tanto en estado solubilizado (AMS 5662) como en estado precipitado (AMS 5663).
El analizar por separado los resultados experimentales obtenidos con el mismo material en diferentes estados (solubilizado y precipitado) nos da una idea más global de la influencia del estado en el que se encuentra el material, a la hora de seleccionar las placas de corte adecuadas para su mecanizado. Al tratarse de materiales con diferentes características y maquinabilidad, es importante realizar esta distinción. Tras analizar los resultados, se puede indicar que se han visto menos diferencias de las esperadas a priori.
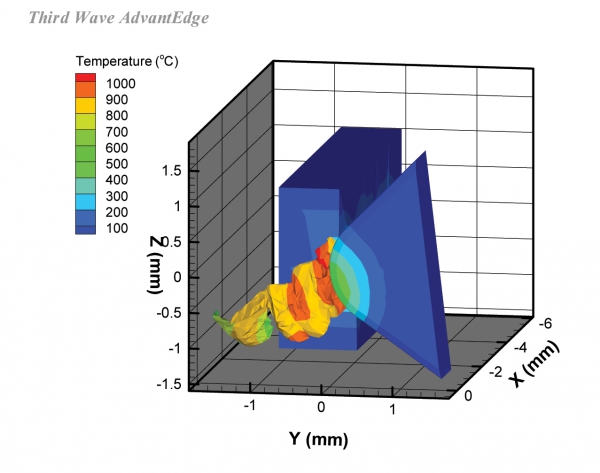
Las simulaciones por FEM y el posterior análisis de los resultados han servido para obtener información acerca de la influencia de la geometría de corte en los esfuerzos de corte así como en la temperatura soportada por la herramienta durante el mecanizado. La preparación de filo de una placa de PCBN se define por el ángulo de chaflán, redondeo de chaflán y longitud de chaflán, la influencia de estos 3 parámetros ha sido estudiada mediante las simulaciones.
Partiendo de una geometría inicial, se han indicado pautas en relación a los 3 parámetros geométricos analizados para optimizar el mecanizado de Inconel 718, con el objetivo de reducir la temperatura alcanzada por la herramienta durante el mecanizado y los esfuerzos de corte.
Como línea futura quedaría validar el análisis realizado por FEM mediante ensayos experimentales, comparando las prestaciones de la geometría inicial con la geometría mejorada propuesta.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




