Ayma Herramientas, S.L.
Tel.: 943 72 90 70 www.ayma.es
Las herramientas accionadas son el medio elegido para crear geometrías de torneado en centros de mecanizado. Cuando se trata de mecanizar orificios de estator en motores eléctricos, las herramientas con plaquitas intercambiables y las herramientas de mandrinado de precisión se consideraban hasta ahora lo más avanzado. Mapal ha desarrollado una herramienta accionada compleja de cuatro palas para completar su cartera de soluciones para la perforación del estator.
Con su Expert Solution, Mapal ha ideado un proceso de mecanizado altamente productivo para la producción en serie de carcasas de estator para motores eléctricos. La solución ofrece productividad y precisión, así como tiempos de ciclo cortos con un proceso en tres pasos: premecanizado, semiacabado y mecanizado fino en diámetros de mecanizado de más de 220 mm y con conexión HSK100. Es parte de la solución una herramienta accionada sofisticada.
“Con una herramienta accionada, el mecanizado interno del agujero puede ser realizado por un centro de mecanizado, lo que significa que ya no es necesario girar”, explica Oliver Müller, especialista de Servicio al Cliente en el Centro de Competencia Mapal- representada en España por Ayma Herramientas- . Por lo tanto, todo el proceso de mecanizado se puede ejecutar con una sola configuración de sujeción. Lo único que se necesita para usar la herramienta accionada es un husillo con una barra de tracción, el llamado eje U en el centro de mecanizado.
“Cuando se trataba de mecanizar piezas para coches eléctricos, estuvimos al lado de nuestros clientes con nuestras herramientas desde el principio. Hoy, les ayudamos a aumentar la flexibilidad mientras mecanizan las piezas de forma fiable y con tiempos de ciclo cortos”, continua Oliver Müller. La herramienta accionada logra una mayor flexibilidad al garantizar un mecanizado rápido de diferentes trayectorias de contorno en el orificio, así como una precisión de hasta el micrómetro.
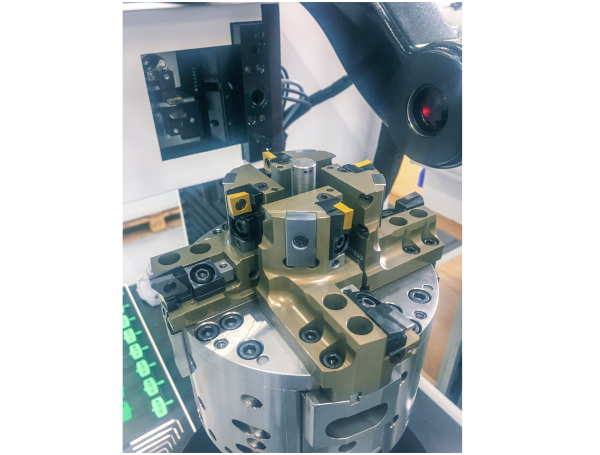
Por ejemplo, una carcasa de estator de pared delgada con un diámetro interior de estator de 220 mm se mecaniza en un centro de mecanizado con una conexión HSK100. “El mecanizado del orificio del estator con herramientas de plaquitas intercambiables y herramientas de mandrinado fino representa el estado del arte. Han demostrado su valía una y otra vez. Sin embargo, para lograr una mayor flexibilidad para un mecanizado más rápido, desarrollamos una herramienta con cuatro carros porta-insertos junto con fabricantes de máquinas y clientes”, indica Oliver Müller.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad