Los fabricantes de maquinaria se enfrentan al desafío de concebir máquinas herramienta que sean productivas, precisas y fiables y que a la vez consuman la menor cantidad posible de recursos materiales y energéticos. Ante esta perspectiva, en la Línea 1 del proyecto Cénit-eEe, la empresa Nicolás Correa ha desarrollado en colaboración con Fatronik una metodología multi-disciplinar para diseñar fresadoras que alcancen una elevada productividad y que a la vez aseguren una elevada calidad superficial de las superficies mecanizadas y sobre todo, un menor consumo energético durante su fase de uso. A partir de dicha metodología, Correa ha diseñado y fabricado un Demostrador de fresadora ecoeficiente que integrando diferentes tecnologías (materiales ligeros, sistemas de amortiguamiento activo de vibraciones, transmisiones de baja inercia etc.) ha conseguido que las inercias involucradas en los servo-accionamientos se reduzcan en más de un 50%, con su correspondiente reducción del consumo energético, mientras que la productividad de la máquina, medida en volumen de viruta evacuado, se ha incrementado en un 100%, de manera que se han integrado productividad y eco-eficiencia en una misma máquina: la fresadora ecoproductiva.
Conceptos de Eco-Eficiencia y productividad en una máquina herramienta
El presente artículo presenta una metodología para diseñar máquinas herramienta que alcancen unos valores objetivo de precisión y de productividad a la vez que se reduzcan al máximo las necesidades de material en la fase de construcción así como la energía que dichas máquinas consumen durante su fase de uso, integrando así los conceptos de eco-eficiencia y productividad en las máquinas herramienta:
Eco-eficiencia de una máquina-herramienta: La eco-eficiencia de una máquina se puede definir como la relación entre el grado de cumplimiento de los objetivos funcionales para los que ha sido concebida y el impacto ambiental asociado al ciclo de vida de dicha máquina. En términos cuantitativos, la eco-eficiencia de una máquina puede ser definida como la relación entre su productividad y los recursos materiales y energéticos que emplea durante su ciclo de vida, incluyendo los residuos generados durante su fase de uso. Al respecto, una gran parte del impacto medioambiental de una máquina herramienta, en torno a un 95% en concreto, está asociada al consumo energético en su fase de uso, y de dicho impacto, otro 95% está asociado al consumo energético de la máquina durante su uso.
Productividad: La productividad de una máquina de arranque por viruta se mide habitualmente en términos de volumen de viruta evacuado (Metal Removal Rate-MRR en inglés), y dicho valor depende en gran medida de las características cinemáticas y dinámicas de la máquina y especialmente de su rigidez dinámica en punta de herramienta.
Coste: El coste de fabricación es un factor clave en el ámbito de la competitividad económica. Mientras que de manera tradicional los costes de inversión eran el principal criterio para escoger una máquina, el Coste Total de Propiedad o coste del Ciclo de Vida (Total Cost of Ownership/Life Cycle Cost) está convirtiéndose en un aspecto de gran relevancia, sobre todo en lo referente a los costes de uso y mantenimiento. Por otra parte, los costes energéticos representan hasta un 20% del Coste del Ciclo de Vida. Este consumo energético depende en una parte considerable del peso de los componentes estructurales, y además dicha parte puede incrementar considerablemente en función del tipo y la aplicación de las máquinas herramienta.
Para un caso promedio, las fases de aceleración, donde el consumo es proporcional a la masa móvil, suponen aproximadamente un 25% del consumo energético y aproximadamente un 80% de la potencia de pico. Por otra parte, las máquinas herramienta que realizan operaciones de acabado superficial tienen una mayor relación entre el peso de los elementos estructurales móviles y el consumo energético total resultante durante los procesos de mecanizado.
Metodología para el diseño de máquinas-herramienta productivas y eco-eficientes
Productividad de una fresadora
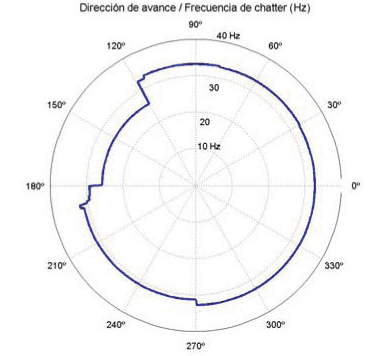
La productividad de una fresadora se ve limitada en una gran mayoría de los casos por la aparición de vibraciones autoinducidas asociadas al proceso de mecanizado, vibraciones que suelen recibir el nombre común de chatter. Entre los tipos de vibraciones auto-excitadas cabe destacar, tanto por la incidencia como por su intensidad, el chatter regenerativo. En efecto, se trata de la vibración auto-excitada por excelencia en el proceso de mecanizado y se produce debido a la regeneración del espesor de viruta en sistemas en los que el filo corta total o parcialmente una superficie previamente mecanizada.
Son múltiples las perspectivas desde las que se ha abordado el problema del chatter regenerativo, desde las de evitar su aparición en el diseño de la máquina o desde el punto de vista de modificar el proceso de mecanizado (estrategias off-line o anticipativas), hasta las estrategias para amortiguar o eliminar las vibraciones modificando en tiempo real las propiedades dinámicas y/o los parámetros del proceso de corte (estrategias on-line o reactivas).
La metodología que se presenta en el presente documento incluye estrategias tanto anticipativas como reactivas que afectan a la máquina como tal, sin abordar como tal el propio proceso de mecanizado, y que están encaminadas a un objetivo global: maximizar la relación entre la productividad medida en volumen de viruta evacuado y el impacto medioambiental asociado a dicho proceso de corte, que en gran medida está asociado al consumo energético durante los procesos de mecanizado.
Con esta visión global para la metodología, los siguientes apartados explicarán sus principales características, desde el modelo de estabilidad empleado para determinar la estabilidad del proceso de mecanizado hasta los criterios de diseño que se han empleado para poder producir un prototipo de fresadora eco-eficiente y productiva.