
Este artículo tiene por objetivo desarrollar una estrategia de Monitorizado Estadístico de Procesos aplicado a la operación de roscado con macho, que permita diagnosticar, en tiempo real, el momento en el que debido a un desgaste inaceptable del macho, la calidad de las roscas comienza a no ser aceptable. De esta manera se podrían evitar los costos asociados a piezas defectuosas. La estrategia se basa en seleccionar un conjunto de índices de la señal de par del husillo principal que sean sensibles al desgaste del macho. Esta señal, al ser intrínseca a la máquina, evita la instalación de un sensor que, además de suponer un costo extra, interferiría con la máquina y con el proceso. Con objeto de simplificar la estrategia, el número de índices se reduce empleando la técnica estadística del Análisis de los Componentes Principales, PCA y posteriormente la calidad de las roscas es diagnosticada a través de una ventana de control. A la luz de los resultados experimentales se comprueba que la estrategia desarrollada es robusta y que siempre está por el lado de la seguridad (nunca proporciona falsos negativos).
La fijación de piezas mediante elementos roscados es el tipo de unión más empleado en aplicaciones mecánicas, siendo por tanto la ejecución de roscas, una de las operaciones más comunes en la industria de mecanizado.
Un caso particular de roscado es el que se realiza con macho por corte. Se trata de una operación compleja por la fuerte inmersión de la herramienta en la pieza, por la precisa sincronización necesaria entre el giro y la velocidad de avance de la herramienta, por la compleja geometría de la herramienta y porque el número de filos activos es elevado. Además esta operación es crítica ya que se realiza cuando la pieza posee el mayor valor añadido y si la rosca resulta dimensionalmente inaceptable, la pérdida económica es mayor que en cualquier otra operación. Por ello, al igual que en otros procesos de corte, en el roscado con macho por corte, el desarrollo de sistemas que permitan la detección automática del momento en que las roscas comienzan a ser inaceptables es un tema de gran interés.
El macho se desgasta progresivamente con el uso, y llega un momento en el que la geometría de sus filos presenta un deterioro tal que ya no puede generar roscas correctas. Para la detección de este momento sin ayuda de sistemas de detección automática es necesario medir todas las roscas inmediatamente después de mecanizadas, es decir a pie de máquina. Esto casi nunca es posible por el coste que se provoca. Por ello, el desarrollo de un sistema de diagnóstico automático en tiempo real del estado de desgaste del macho de roscar conducente a roscas incorrectas es imprescindible si se quiere garantizar una fabricación sin fallos. La bibliografía existente sobre estos sistemas es abundante con otros procesos pero escasa en la operación de roscado con macho de corte y esta es una de las motivaciones de esta comunicación que, a continuación, se sitúa en el contexto del estado del arte.
Chen et al.1 en 1990, desarrollan un sistema capaz de diagnosticar: a) el nivel de desgaste del macho, b) la falta de alineación entre el eje del agujero y el eje del macho, y c) el infra/sobre-dimensionamiento de los agujeros previos al roscado. En la etapa de tratamiento de señal se capta el par y las fuerzas axial y radial en tiempo real y se elabora un conjunto de índices o parámetros con capacidad para reconocer cada uno de los tres problemas mencionados. La etapa de clasificación o diagnóstico está basada en las funciones de probabilidad condicionada para el caso de múltiples índices.
Liu et al.2, en 1991, desarrollan otro sistema para el diagnóstico, en tiempo real, de los mismos problemas que acometieron a Chen et al.1 y emplean las mismas señales de las que, en la etapa de tratamiento de la señal, obtienen 10 índices (valores medios, varianzas y correlaciones) con diferente sensibilidad hacia los tres problemas. La etapa de clasificación o diagnóstico consiste en emplear los 10 índices como entrada a una red neuronal. La salida de dicha red arroja resultados sobre el valor del desgaste, la falta de alineación del macho y del infra/sobre dimensionamiento de los agujeros.
Ambos sistemas dan buenos resultados pero presentan el inconveniente de emplear señales procedentes de sensores intrusivos los cuales restan diafanidad al proceso y aumentan su coste.
Tratando de evitar ambos inconvenientes Li et al3, en 2002, proponen un sistema que emplea señales procedentes de sensores internos a la máquina, en concreto la señal de la intensidad que circula por los devanados del motor del husillo principal. En la etapa de tratamiento de la señal se emplean “wavelets” y se obtienen un conjunto de índices o parámetros de identificación, en tiempo y en frecuencia. El problema es que son muchos y en consecuencia se procede a reducir su número aplicando la técnica estadística del Análisis de los Componentes Principales, en adelante PCA. En la etapa de diagnóstico se emplean redes neuronales igual que en Liu et al.2 y se consiguen identificar, en tiempo real, los tres problemas mencionados con buenos resultados.
El PCA empleado por Li et al.3 no es nuevo en el roscado con macho por corte. Ya Lorentz4, en 1989, lo había empleado para demostrar que podía ser una herramienta útil para optimizar el diseño de la geometría del macho. Experimentó con varias condiciones de geometría (los ángulos de desprendimiento y de incidencia del filo principal, y el ángulo de incidencia del filo secundario anterior) y varias velocidades de corte y demostró que, efectivamente, el PCA permitía reducir el número de variables sin perder información sobre el proceso.
También Mastrangelo et al.5 en un artículo de 1996, aunque tratando un problema de un proceso químico, emplean el PCA para reducir el número de índices. Sin embargo en la etapa de diagnóstico aplican un control estadístico de procesos.
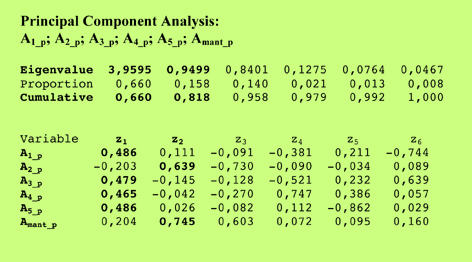
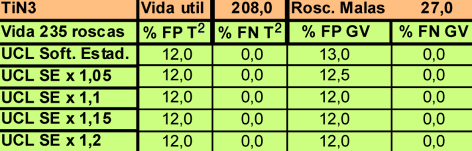
En esta comunicación se emplean señales de sensores internos para obtener los índices como Li et al.3, y en la etapa de reducción de índices y de diagnóstico se emplean el PCA y las ventanas de control como Mastrangelo5. La señal estudiada es el par del motor del husillo que hace girar el macho y de ella se obtienen seis índices o parámetros que posteriormente se reducen a dos a través del PCA. Para el diagnóstico de la de calidad de rosca se emplea las ventanas de control de los estadísticos: a) T2 de Hotelling y b) la Varianza Generalizada de los valores simplificados y estandarizados de los dos índices procedentes del PCA, los cuales salen fuera de control cuando la roscas dejan de ser correctas.
Descripción del equipo experimental y de la experimentación
Los experimentos se llevan a cabo en un centro de mecanizado vertical empleando machos de M10x1.5 de acero rápido pulvimetalúrgico de tres canales (Figura 1) recubiertos con Nitruro de Titanio (TiN).
Como material de pieza se emplean placas de fundición nodular GGG50 de dimensiones 450x250x20, en milímetros apoyadas sobre cuatro apoyos en la mesa y fijadas a esta con dos bridas. En cada placa hay 620 agujeros pasantes de 8,5mm que han sido medidos en tres alturas (en la parte superior, media e inferior de la placa) con un micrómetro de interiores de rango 8 a 10mm para conocer con precisión el diámetro original de cada uno.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




