
Braunform, en colaboración con Moldino Tool Engineering Europe, ha revisado sus procesos de fresado con electrodos, ha desarrollado alternativas y ha aprovechado nuevos potenciales. La solución tuvo un resultado tan sorprendente que todo el proceso de mecanizado de grafito del especialista en plásticos de Baden cambió a las herramientas de Moldino. Las operaciones de fresado en Bahlingen consiguen ahora una mayor calidad de superficie sin apenas necesitar ningún ajuste final. La vida útil de las herramientas, así como la seguridad del proceso, han aumentado y los tiempos de mecanizado se han reducido en un tercio.
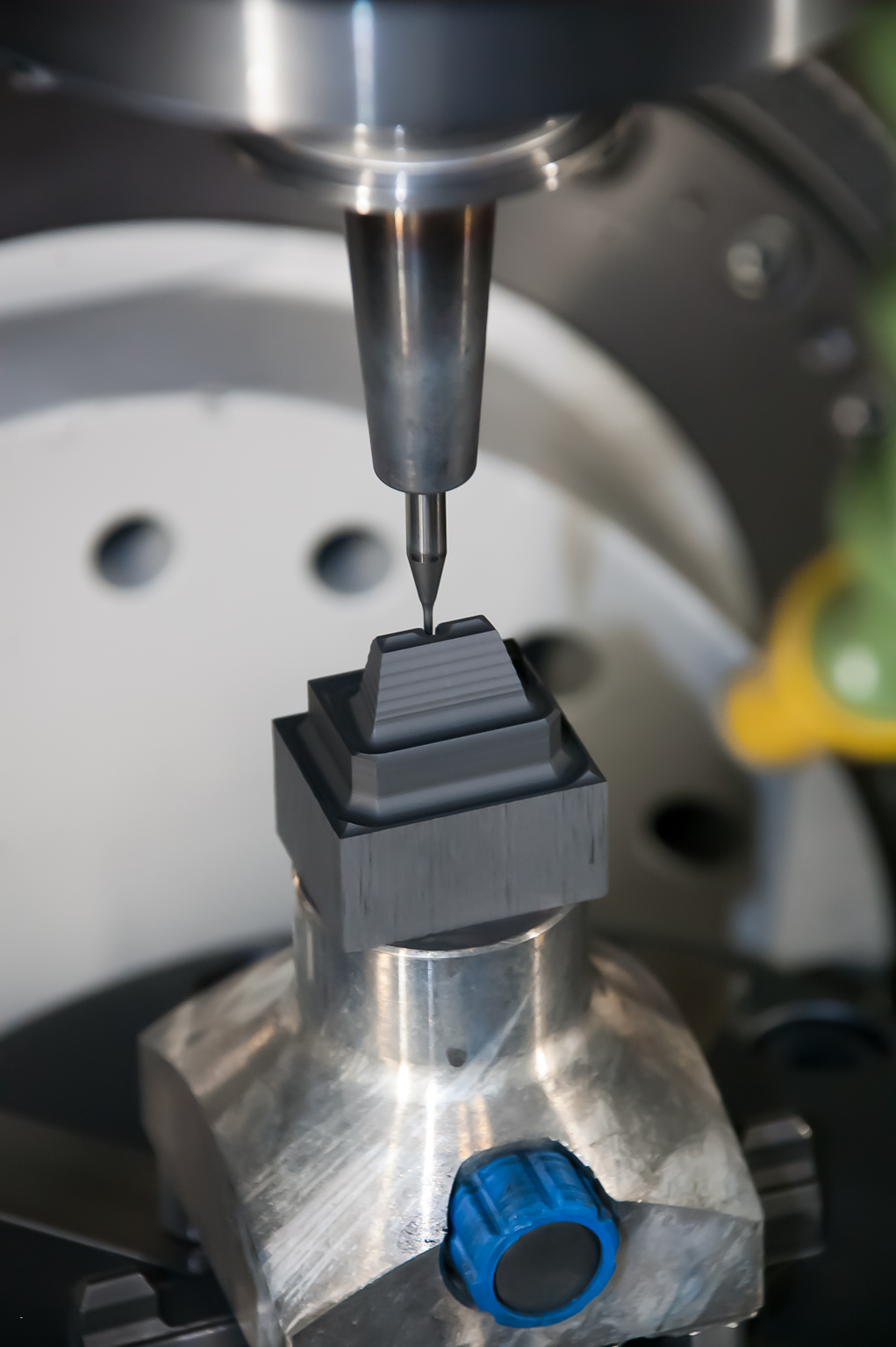
Además del torneado, la electroerosión por hilo y por penetración, Braunform considera que el fresado en particular -el mecanizado de grafito, así como el fresado HSC de alta precisión de materiales duros- es una tecnología clave. "Hemos alcanzado un nivel muy alto en el fresado durante muchos años. Sin embargo, siempre nos esforzamos por optimizar continuamente", subraya Volker Kreutner, jefe del departamento de CAM, fresado HSC y producción de electrodos, y se refiere al mecanizado de grafito, que se realiza en tres Exeron HSC-MP7 de 5 ejes que son capaces de funcionar desasistidas las 24 horas del día. "De ahí que la fiabilidad del proceso sea un aspecto importante para nosotros. Principalmente, nuestras herramientas se utilizan para producir piezas muy pequeñas y muy precisas, que a menudo están en zonas visibles". Los requisitos de precisión, calidad de la superficie, refrigeración y desmoldeo son muy altos. Así como los requisitos de tolerancia, que para el mecanizado de electrodos en Bahlingen están en el rango de 0,005 mm.
Braunform lleva muchos años utilizando Las herramientas de Moldino para el mecanizado en duro. Los resultados con las herramientas del fabricante japonés han sido siempre positivos, por lo que utilizarlas para el fresado de grafito parecía la opción obvia. Basándose en los electrodos de referencia, se analizó la situación actual y se identificaron estrategias de producción alternativas. Los objetos de prueba incluían un electrodo para la tapa de una maquinilla de afeitar con un requisito de tolerancia de +/- 0,005 mm. Tras unos días de evaluación de los procesos existentes para calcular el potencial de optimización, se determinó un ahorro de tiempo de aproximadamente un 20%.
En cuanto al electrodo para la cubierta de la cuchilla, el proceso de desbaste comienza ahora con herramientas más pequeñas. Aquí se utilizó una fresa esférica de 2 labios de 2 mm de la serie D-EPDB. Aunque el desbaste tardó un poco más, quedó menos material residual, lo que permitió ahorrar mucho tiempo durante el mecanizado de restos. El desbaste se realiza ahora con pasos axiales y radiales (ae y ap) mayores en comparación con el pasado. El material residual se eliminó de las esquinas con la herramienta de menor diámetro posible (0,4 mm). Esta estrategia también tenía la ventaja de poder acercarse mucho más al contorno final manteniendo los márgenes de seguridad del desbaste. Para el acabado, se utilizó primero una fresa de bola de 0,4 mm de diámetro y 4 mm de longitud, seguida de otra de 0,3 mm de diámetro. Además, se aplicaron mayores avances, que se consiguieron con un paso lateral (ae) también mayor. Como se fresaron muchos segmentos con la misma herramienta, sólo se necesitaron cuatro fresas de bola de la serie D-EPDB de Moldino en total para los contornos del electrodo completo.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad