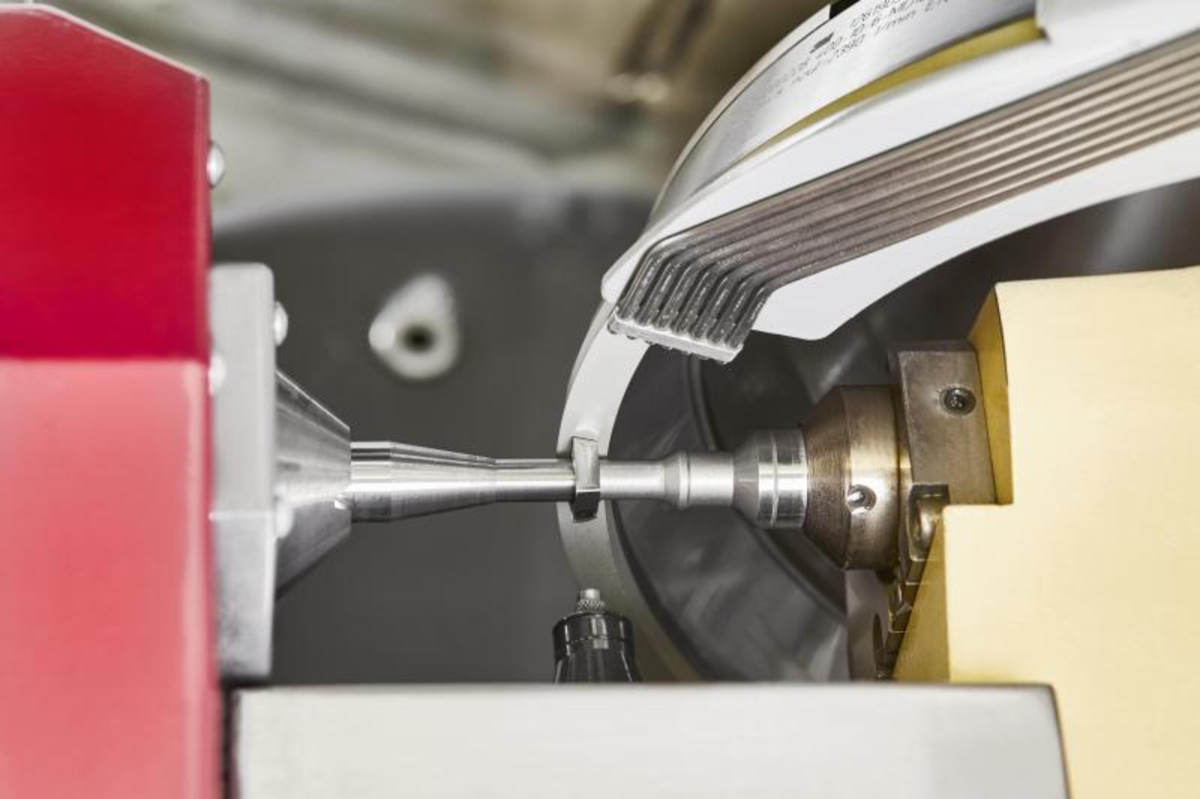



El rectificado de metales es un proceso de precisión donde la elección de la muela abrasiva y la configuración de los parámetros de mecanizado son pilares fundamentales para obtener resultados óptimos. Una selección inadecuada o unos parámetros incorrectos pueden traducirse en una calidad deficiente de la pieza, un desgaste prematuro de la herramienta e incluso daños en la máquina. Comprender la interacción entre el material a mecanizar, la muela y los parámetros es esencial para lograr la eficiencia y la precisión deseadas.
En el mundo de la fabricación, donde la precisión es un mantra, el rectificado de metales se erige como un proceso clave. Pero no es una simple operación; es una auténtica interacción donde la elección de la muela abrasiva y la correcta configuración de los parámetros de mecanizado son los actores principales. Imaginemos esto: una muela inadecuada o unos ajustes erróneos pueden convertir un paso de precisión en un desastre, resultando en piezas de baja calidad, herramientas que se desgastan antes de tiempo y, en el peor de los casos, daños a la maquinaria. Por ello, entender la intrincada interacción entre el material a trabajar, la muela seleccionada y los parámetros de corte es fundamental para alcanzar la eficiencia y la calidad que el sector industrial demanda. Desde el tipo de abrasivo y el tamaño del grano hasta la dureza y el aglomerante, cada elemento de la muela tiene un papel crucial. A esto se suman las velocidades, avances y profundidades de corte, que, como el tempo de una melodía, dictan el ritmo de la remoción de material y el acabado superficial.
La muela abrasiva: Un mundo de opciones adaptadas al material
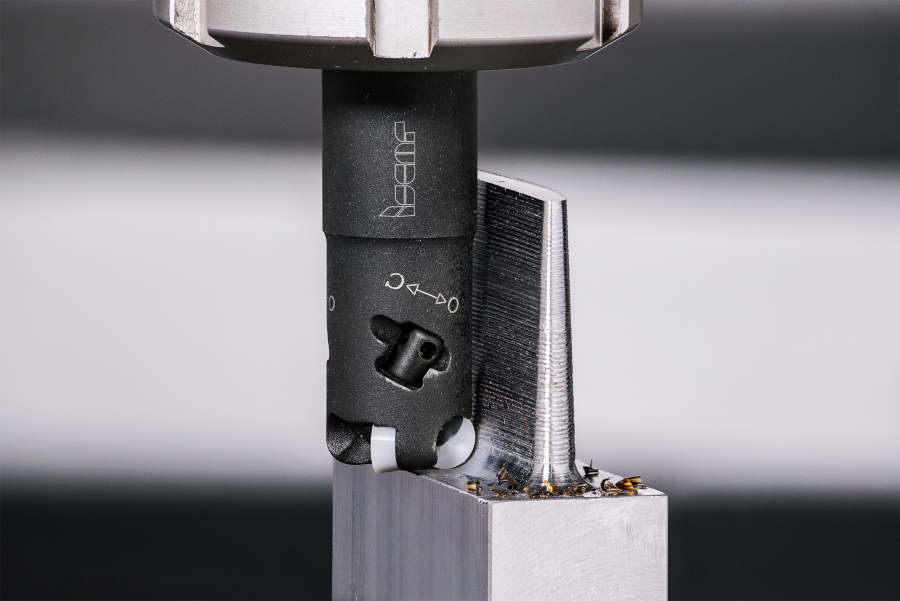
La muela abrasiva es la herramienta de corte en el rectificado y su correcta elección depende primordialmente del material de la pieza de trabajo. Cada material presenta características únicas que influyen en cómo interactúa con los diferentes tipos de abrasivos, tamaños de grano, durezas y aglomerantes.
1. Tipo de Abrasivo
- Óxido de Aluminio (Al₂O₃): Es el abrasivo más común y versátil. Se utiliza para rectificar aceros al carbono, aceros aleados, aceros de alta velocidad y hierros fundidos. Su tenacidad lo hace adecuado para operaciones de desbaste y acabado. Existen diferentes tipos de óxido de aluminio con propiedades específicas para distintas aplicaciones.
- Carburo de Silicio (SiC): Es más duro y quebradizo que el óxido de aluminio. Se emplea para rectificar materiales no ferrosos como el aluminio, el latón, el bronce, así como materiales duros y frágiles como el carburo cementado y la cerámica. Su filo cortante es ideal para materiales con baja resistencia a la tracción.
- Nitruro de Boro Cúbico (CBN): Un superabrasivo extremadamente duro y resistente al desgaste. Es la elección preferida para rectificar aceros templados con alta dureza (generalmente por encima de 45-50 HRC), aceros de herramientas, aceros de alta velocidad y superaleaciones. Ofrece una excelente vida útil y precisión.
- Diamante: El material más duro conocido. Se utiliza principalmente para rectificar materiales extremadamente duros y abrasivos como el carburo cementado, la cerámica, el vidrio y los materiales compuestos. Puede ser natural o sintético, y su elección depende de la aplicación y el costo.
2. Tamaño de grano
El tamaño del grano abrasivo influye directamente en el acabado superficial y la tasa de remoción de material;
- Grano grueso (ejemplo 20-60): Se utiliza para operaciones de desbaste donde se requiere una alta tasa de remoción de material. Produce un acabado superficial más rugoso.
- Grano medio (ejemplo 80-120): Ofrece un equilibrio entre la tasa de remoción y el acabado superficial, siendo adecuado para operaciones intermedias.
- Grano fino (ejemplo 150-600): Se emplea para operaciones de acabado donde se busca una superficie lisa y precisa. La tasa de remoción es menor.
- Grano muy fino (ejemplo 800 en adelante): Para lograr acabados superficiales extremadamente finos en operaciones de pulido y superacabado.
3. Grado de dureza
El grado de dureza de la muela indica la resistencia del aglomerante a liberar los granos abrasivos desafilados;
- • Muelas blandas (A-E): Se utilizan para rectificar materiales duros y quebradizos. Los granos desafilados se desprenden fácilmente, exponiendo nuevos filos cortantes.
- • Muelas medias (F-T): Son las más comunes y se utilizan para una amplia gama de materiales con dureza media.
- • Muelas duras (U-Z): Se emplean para rectificar materiales blandos y dúctiles. El aglomerante retiene los granos por más tiempo, evitando un desgaste excesivo de la muela.
4. Estructura
La estructura de la muela se refiere al espaciamiento entre los granos abrasivos:
- Estructura abierta: Mayor espacio entre los granos, ideal para materiales blandos y dúctiles que producen virutas largas, facilitando su evacuación y reduciendo el riesgo de embozamiento.
- Estructura densa: Menor espacio entre los granos, adecuada para materiales duros y quebradizos que producen virutas pequeñas, proporcionando un mejor soporte a los granos para un acabado más fino.
5. Tipo de aglomerante
El aglomerante es el material que une los granos abrasivos. Los tipos comunes incluyen:
- Vitrificado (V): El más común, ofrece buena rigidez y resistencia al calor.
- Resinoide (B): Proporciona mayor tenacidad y resistencia al impacto, adecuado para operaciones de desbaste y alta velocidad.
- Caucho (R): Ofrece flexibilidad y se utiliza para operaciones de pulido y rectificado de perfiles complejos.
- Metálico (M): Se utiliza para muelas con superabrasivos (CBN y diamante), proporcionando una fuerte retención de los granos.
Acertando con los parámetros de mecanizado: equilibrio entre velocidad y avance
Una vez seleccionada la muela adecuada, la optimización de los parámetros de mecanizado es crucial para maximizar la eficiencia y la calidad. Los principales parámetros por considerar son:
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad