
La carcasa del freno combinado integra el cilindro principal de freno, el servofreno y el ABS/ESP en una sola pieza. Este componente facilita el acceso a los vehículos autónomos y reduce el peso. En el mecanizado de piezas complejas de aluminio, la experiencia de Mapal -representada en España por Ayma Herramientas- en soluciones es muy solicitada.
Si bien la carcasa del freno combinado es una condición previa para la conducción automatizada, también ofrece otras ventajas. Al aplicarse electrónicamente, los frenos pueden accionarse con mayor rapidez, lo que se traduce en distancias de frenado considerablemente más cortas en caso de emergencia.
Rotura de viruta definida para virutas cortas de aluminio
El aluminio con un bajo contenido de silicio, inferior al 1%, es el material predilecto para la carcasa del freno combinado. Para ahorrar costes, se utilizan principalmente perfiles extruidos. Durante el mecanizado, se generan virutas largas debido al flujo de grano y al bajo contenido de silicio. Para garantizar una excelente rotura de viruta al taladrar y escariar aluminio con bajo contenido de silicio utilizando cuchillas de PCD, Mapal utiliza geometrías rompevirutas específicas para cada aplicación. Su topología especial, desarrollada mediante simulaciones 3D, garantiza una rotura de viruta definida y, por lo tanto, virutas cortas, incluso con bajos avances y tolerancias de mecanizado. Esto posibilita un máximo rendimiento y fiabilidad del proceso.
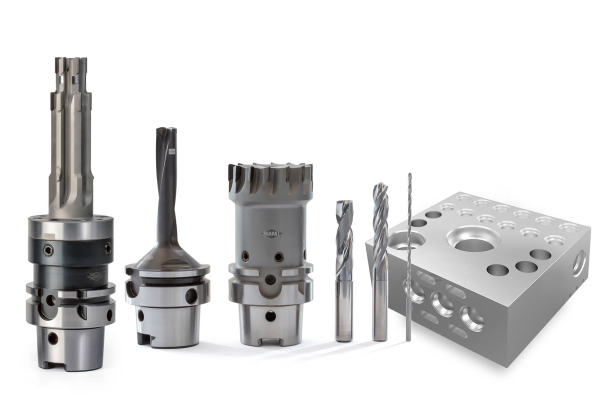
Mapal ofrece herramientas personalizadas para mecanizar la carcasa del freno combinado. Estas incluyen una broca escalonada de metal duro especial para el premecanizado del agujero del motor. Posteriormente, se suelen utilizar herramientas PCD con múltiples filos de corte para lograr la calidad superficial deseada. Los diferentes contornos de los agujeros de las válvulas se crean con una fresa circular de gran precisión. También se taladran diferentes agujeros profundos en el bloque de aluminio, que se superponen dentro del componente. Las herramientas helicoidales con profundidades de mecanizado de hasta 30xD garantizan una evacuación fiable de las virutas, permitiendo que los líquidos fluyan posteriormente sin obstáculos. El taladrado profundo por sí solo ocupa aproximadamente el 20% del tiempo de ciclo de aproximadamente 15 minutos. Por lo tanto, las soluciones económicas de mecanizado de agujeros tienen un impacto considerable en la rentabilidad general.