Buelent Tasdelen, Business Development Manager de Kistler, presentó en un webinar titulado “Cutting force measurement – data acquisition and interpretation”. En este seminario web de 35 minutos de duración sobre la adquisición de datos en la medición de la fuerza de corte, los participantes aprendieron cómo optimizar la cadena de medición e interpretar correctamente las mediciones.
Bulent Tasdelen, Business Development Manager de Kistler, presentó los elementos esenciales para una adquisición eficiente de datos:
- Cómo elegir los rangos de frecuencia adecuados para fresado, taladrado, torneado, rectificado, etc.
- Cómo configurar los filtros y las frecuencias de muestreo correctos.
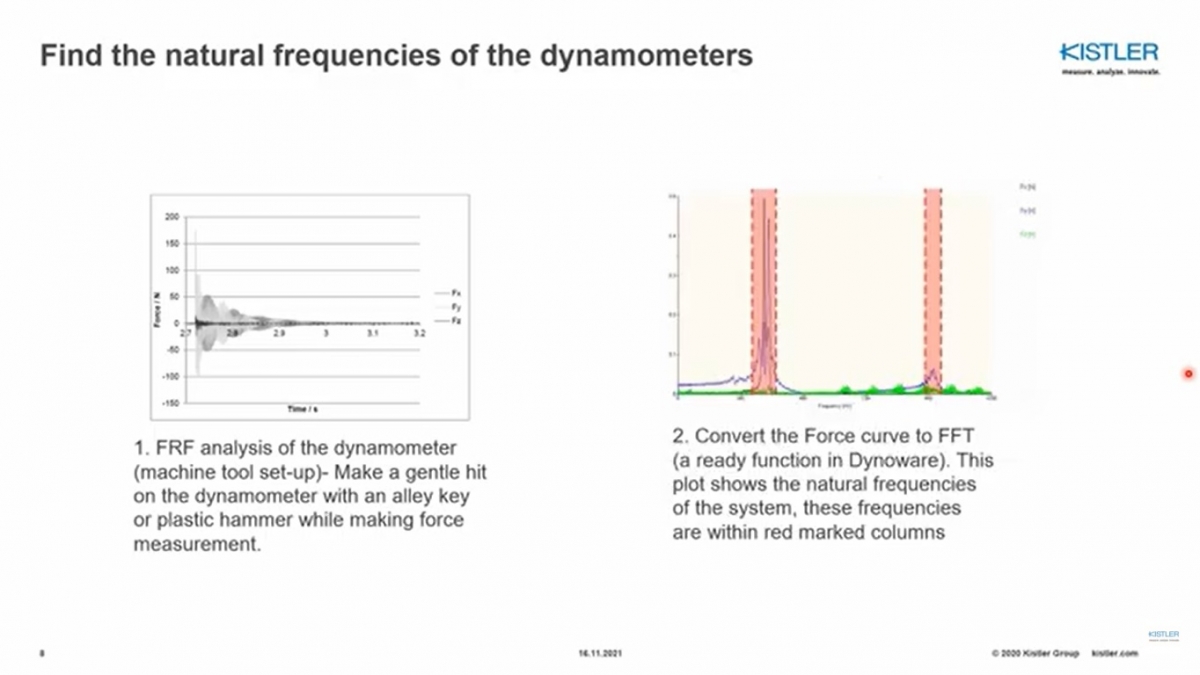
- Cómo medir la frecuencia natural de los dinamómetros.
Basándose en varios ejemplos, los participantes aprendieron sobre los factores que pueden afectar a la señal de fuerza (desgaste de la herramienta, calidad de la superficie, refrigerantes, lubricantes, etc.).
Los participantes aprendieron a:
- Aplicar métodos de medición de fuerza y par para análisis de procesos de corte.
- Obtener el control sobre las fuerzas y los procesos de corte.
- Qué se puede ver en las mediciones de la fuerza de corte.
- Cómo calcular el coeficiente de fricción correcto durante los procesos de torneado a través de la fuerza de corte.
- Cuál es la correlación entre las fuerzas de corte y la desviación de la herramienta.
Adquisición de datos
Bulent Tasdelen dividió la presentación en dos partes. En la primera, relativa a la adquisición de datos, ofreció las claves para elegir el rango de medición correcto dependiendo de las limitaciones en la electrónica en relación a la frecuencia máxima y frecuencia máxima de muestreo y de la limitación en la frecuencia natural del sensor cuando se integra. Además, facilitó información valiosa para elegir el filtro de aliasing y/o el filtro de paso bajo correcto para evitar el aliasing durante la adquisición. Finalmente, explicó cómo elegir la Frecuencia de Muestreo (SR) correcta.
Frecuencias a capturar
“Para elegir el rango de medición correcto, antes de configurar nuestro sistema se debería tener en cuenta cuáles son las frecuencias específicas que se van a capturar durante las mediciones de las fuerzas de corte; dependiendo de si es fresado, taladrado o torneado, estamos trabajando con diferentes dinámicas de máquina o dinámicas de proceso”, explicó Bulent Tasdelen.
Estos son los aspectos que se pueden medir durante la medición de las fuerzas de corte:
- Revoluciones por minuto (rpm) de las piezas de trabajo.
- Revoluciones por minuto de las herramientas.
- Frecuencia de paso del filo de corte: Por ejemplo, si se tiene una fresa con 4 filos de corte, las frecuencias de paso del filo de corte se multiplicarían por cuatro.
- Frecuencia de formación de virutas: Hay diferentes vías para calcularla; por ejemplo, se pueden recoger virutas y calcular las longitudes; dado que se conoce la velocidad de corte, la velocidad de la viruta se puede calcular a partir de ello, con lo que también se puede calcular la frecuencia de formación de virutas. También se pueden observar las lentes de contacto junto a las virutas para conocer la longitud de los contactos para cada viruta para así poder calcular también la frecuencia de formación de virutas.
- Frecuencia de formación de láminas (bandas de deformación): Estas bandas de deformación se ven afectadas por el tipo de material, los datos de procesos, los puntos que se estén usando... Es una vía para comprender el proceso y la maquinabilidad de dicho material, así como por qué se producen ciertos tipos de desgaste en las herramientas.
- Propiedades microestructurales: inclusiones, granos…
- Chatter: vibración de la máquina, del husillo, del eje de movimiento lineal o del proceso.
- Resonancia de las piezas de las máquinas: husillos de bolas, husillos, mesas, sistemas de engranajes…
- Alteraciones que puedan proceder de equipos externos: bombas de refrigerante, robots, transportadores de virutas…
“Por supuesto, cuando uno empieza a analizar y se topa con ciertas condiciones, también se pueden capturar parte de esas propiedades en la medición de las fuerzas de corte”, aclaró el Business Development Manager de Kistler.
Limitaciones
Bulent Tasdelen comentó que, una vez conocidas las frecuencias que se pueden medir, hay que saber si se pueden medir con la cadena de medición de la que se dispone. El primer paso es comprobar la información de producto (hojas de datos) del hardware y del software para conocer si hay limitaciones en cuanto a las frecuencias máximas. Mientras que el segundo paso consiste en echar un vistazo a cuál es la frecuencia natural del propio sensor cuando se integra en la estructura, porque esto sería un factor limitante.
El Business Development Manager de Kistler puso como ejemplo práctico la función de respuesta de frecuencia de un sistema de sensor de la compañía; en concreto, de un dinamómetro.
Posteriormente, explicó cómo averiguar las frecuencias naturales de las dinamómetros. Por ejemplo, independientemente de si se fresa, se taladra o se tornea, se puede situar un acelerómetro cerca del punto donde se produce la viruta y entonces estimular el sistema: “Golpee suavemente el dinamómetro con una llave allen o un martillo de plástico mientras mide la fuerza”. Otra opción consistiría en convertir la curva de Fuerza con el software Dynoware de Kistler. De esta manera, las frecuencias naturales del sistema se representan en columnas marcadas en rojo.
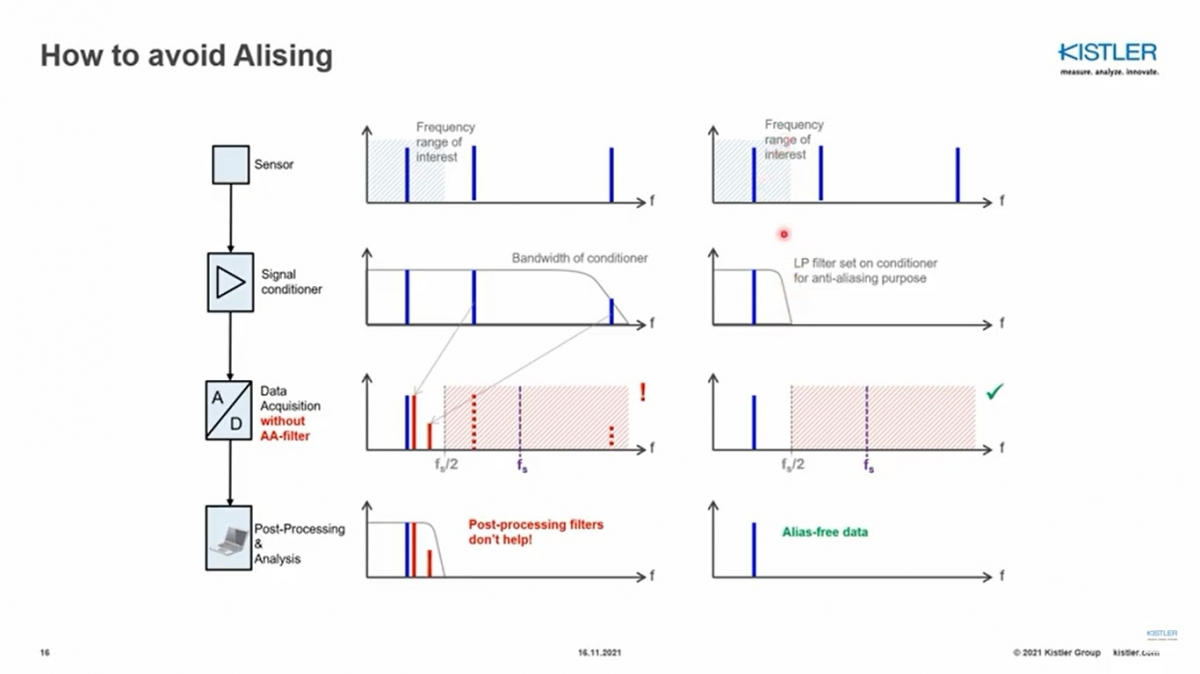
Cómo elegir y establecer la estrategia de filtrado de aliasing correcta
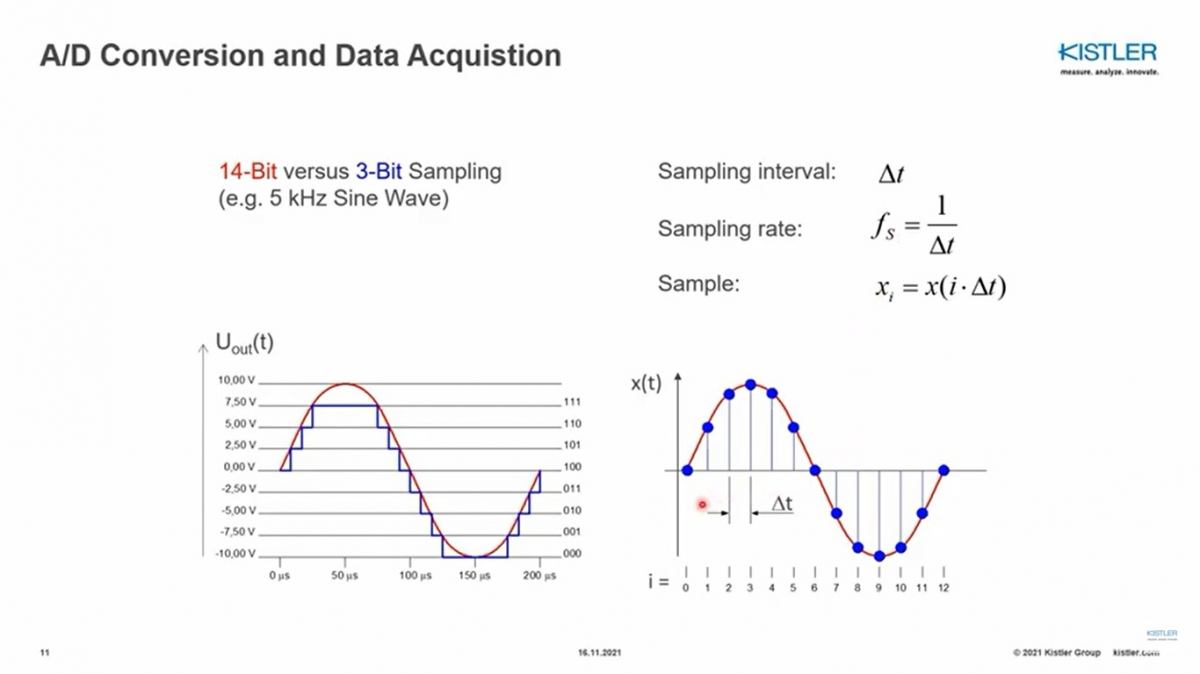
Bulent Tasdelen mostró un gráfico de onda sinusoidal en el que:
- La frecuencia de muestreo se mostró como la resolución horizontal de un sistema de adquisición de datos o una conversión A/D.
- El ancho de banda se mostró como la resolución vertical de un sistema de adquisición de datos o una conversión A/D.
Se presentó de manera práctica la diferencia entre un muestreo de 14 bits o 3 bits. En el último caso, en vez de una línea, pueden producirse escalones, con lo que la precisión no sería tan exacta. En la adquisición de datos, se adquieren puntos a partir de la onda sinusoidal. Posteriormente, se necesita aplicar al menos un teorema de muestreo como el de Nyquist-Shannon.
Para evitar el efecto de aliasing, se utiliza un filtro anti-aliasing. La solución completa constaría de un sistema de sensor, un acondicionador de señal, un sistema de adquisición de datos y el posprocesamiento y análisis. El filtro de paso bajo situado sobre el acondicionador de señal actuaría como filtro anti-aliasing; la otra vía consistiría en situar filtros anti-aliasing en los sistemas de adquisición de datos.
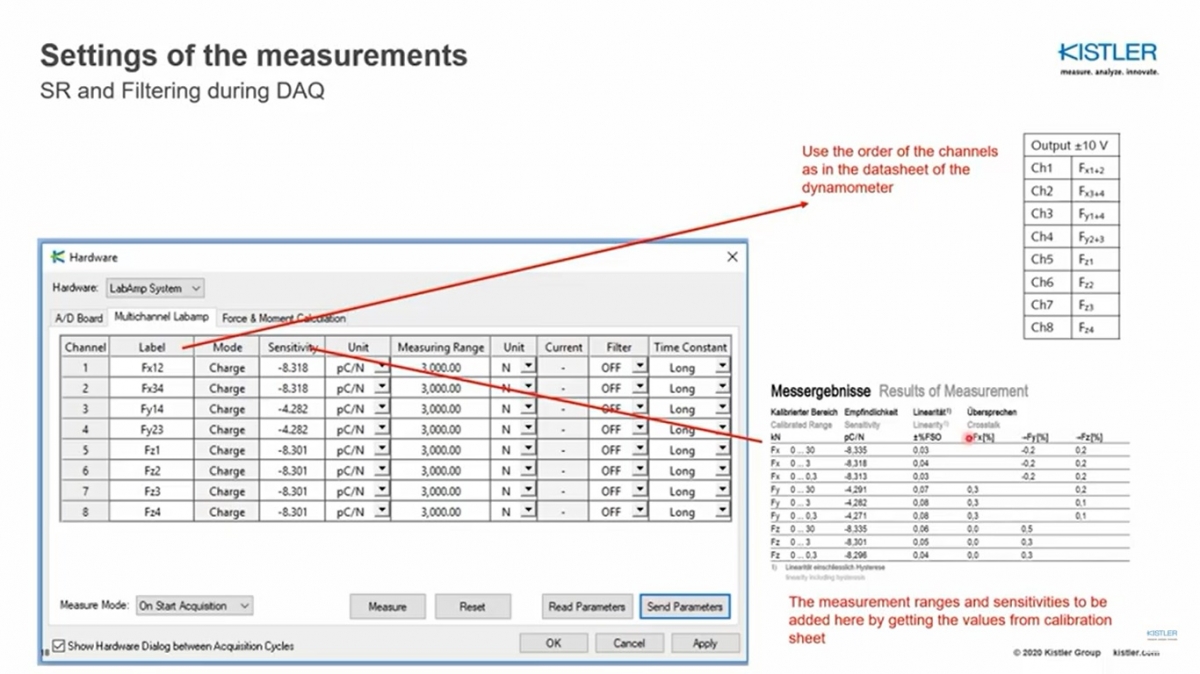
Cómo elegir la Frecuencia de Muestreo correcta
Para explicar cómo elegir la Frecuencia de Muestreo y el filtrado durante la adquisición de datos, el Business Development Manager de Kistler se valió de un ejemplo práctico utilizando el Sistema LabAmp de Kistler. Se utilizan ocho canales etiquetados. En la hoja de calibración, se incorporan la sensibilidad y el rango de medición en el que se está interesado para cada uno de los canales. Mientras se adquieren los datos, se utiliza el filtro de paso bajo.
Interpretación de datos
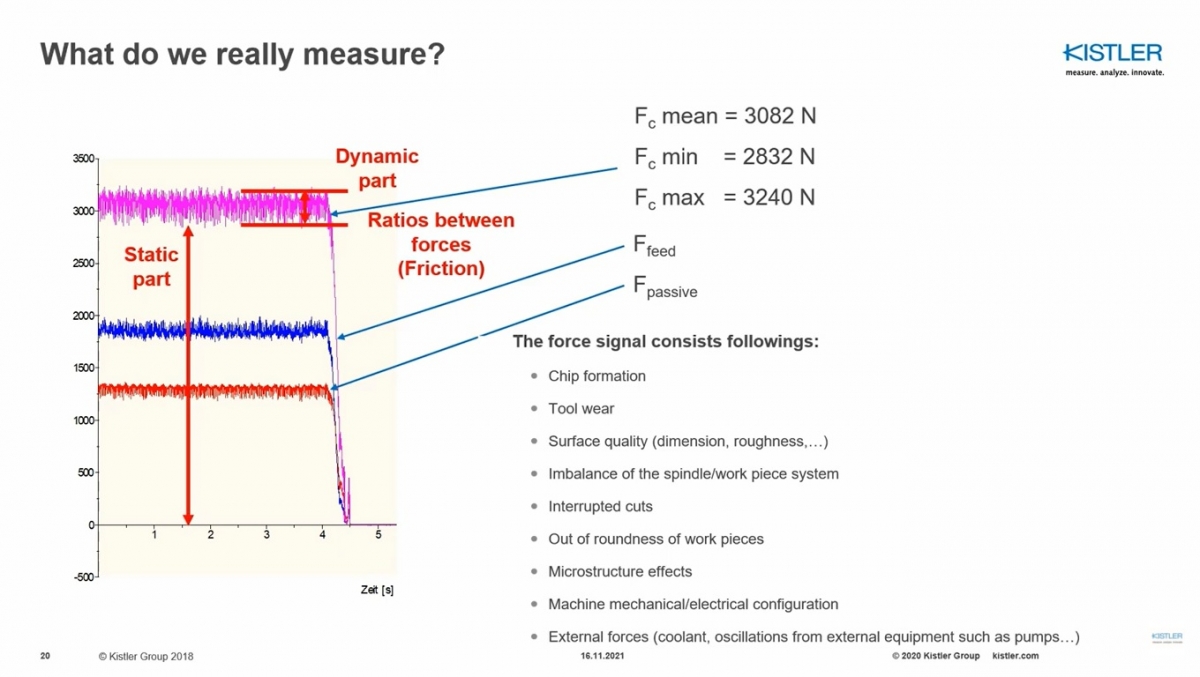
“La interpretación de los datos depende, en gran medida, de qué tipo de operación se esté realizando, con qué tipo de máquinas se cuente o de cuánta energía y tiempo se disponga”, aclaró Bulent Tasdelen. Independientemente de si se tornea, se fresa, se rectifica o se taladra, hay diferentes componentes de fuerza, como la fuerza de avance, la fuerza pasiva o la fuerza de corte. En la medición de componentes de fuerza, se deben tener en cuenta tres propiedades: la parte estática, la parte dinámica y las ratios entre fuerzas (fricción).
La señal de fuerza consiste en información procedente de:
- La formación de virutas.
- El desgaste de la herramienta.
- La calidad de la superficie: dimensión, aspereza…
- Desequilibrios de los sistemas de husillo/pieza de trabajo.
- Cortes interrumpidos.
- Piezas de trabajo sin concentricidad.
- Efectos de microestructura.
- Configuración eléctrica/mecánica de la máquina.
- Fuerzas externas: refrigerante, oscilaciones procedentes de equipos externos como bombas, robots, etc.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad