
Hasta ahora, el acabado duro de engranajes con geometría interferente se realizaba principalmente mediante el rectificado de perfiles discontinuos o el tallado de engranajes. En comparación con el rectificado continuo de componentes sin contornos interferentes, ambos procesos presentan claras desventajas en términos de productividad y rentabilidad.
Hasta ahora, ninguna rectificadora de engranajes podía mecanizar engranajes con contornos interferentes mediante el método de rectificado continuo debido a las altas exigencias dinámicas impuestas a los accionamientos de herramientas y piezas.
Ahora, un nuevo desarrollo de Kapp Niles -empresa alemana representada en España por Promex 9000- está cerrando esa brecha y ofrece grandes oportunidades de racionalización mediante el uso de rectificado de generación continua para optimizar el proceso de acabado duro de engranajes complejos.
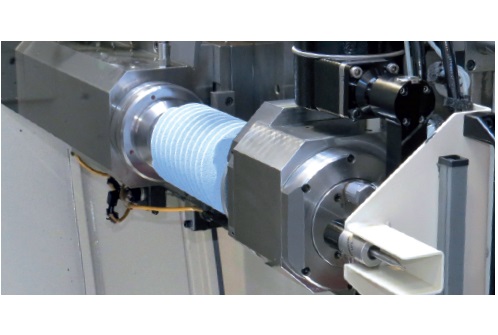
Husillo de rectificado de alta velocidad
Gracias al uso de un husillo de rectificado de alta velocidad en las máquinas KX 160 / 260 TWIN, ahora se pueden mecanizar engranajes que requieren un diámetro de herramienta de 55 mm con rectificado generativo. En combinación con una anchura máxima de herramienta de 160 mm, se pueden alcanzar los estándares de calidad, tiempos de procesamiento y costes habituales en la fabricación en serie, que antes se consideraban imposibles para engranajes con contornos interferentes.
Promex 9000
Tel: 94 676 53 98 http://www.promex9000.com