El mecanizado de alto avance (High Feed Milling, HFM) se ha consolidado durante años como una de las estrategias más eficaces para aumentar la productividad en el arranque de viruta, especialmente en desbaste y semiacabado, afirma Imcar Tools. La filosofía es simple: trabajar con profundidades de corte reducidas, pero con avances por diente muy elevados, aprovechando geometrías de placa que generan fuerzas principalmente axiales y reducen las vibraciones. El resultado es un proceso rápido, estable y muy eficiente en coste por pieza.
¿Qué condicionantes afectan al mecanizado de alto avance?
El éxito del mecanizado de alto avance depende del equilibrio entre máquina, herramienta, pieza y estrategia de corte. La rigidez del conjunto es crítica: aunque las fuerzas radiales son menores que en el fresado convencional, los avances elevados exigen una estructura sólida y una sujeción firme de la pieza. La potencia y el par disponibles en el husillo condicionan la capacidad de mantener avances agresivos sin perder estabilidad.
También influyen el voladizo de la herramienta, la calidad del portaherramientas y la geometría de la pieza. En piezas con mal amarre o con fijaciones comprometidas, el mecanizado de alto avance suele ofrecer mejores resultados que el fresado tradicional precisamente por su menor componente radial. Finalmente, el material a mecanizar (aceros, inoxidables, fundiciones, aleaciones resistentes al calor, materiales endurecidos…) determina la elección de calidades y rompevirutas.
Cuando el proceso no está bien ajustado, aparecen una serie de problemas recurrentes:
- Vibraciones y chatter por falta de rigidez o exceso de voladizo.
- Desgaste prematuro de la placa por trabajar con avances demasiado bajos (la geometría de alto avance necesita carga real de corte).
- Rotura de arista al intentar profundidades de corte superiores a las recomendadas.
También pueden darse acabados superficiales pobres si no se ajusta correctamente el solape entre pasadas, o acumulación de viruta en cavidades profundas cuando la evacuación no está bien resuelta. En la mayoría de los casos, la solución pasa por revisar parámetros (ap, fz), trayectoria y condiciones de sujeción.
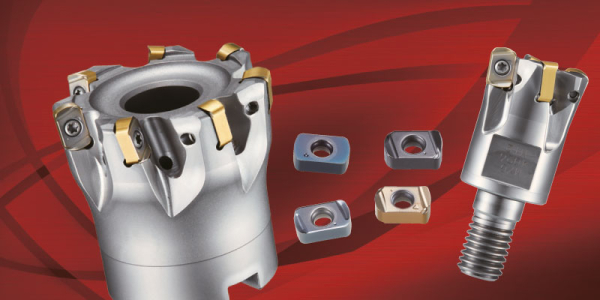
El HFM es posible gracias a una combinación de geometría de placa, diseño del cuerpo de fresa y calidades de metal duro y recubrimiento. El elemento clave es un ángulo de ataque muy pequeño, normalmente entre 10° y 20°, que transforma la mayor parte de la fuerza de corte en componente axial. Esto reduce las fuerzas laterales y permite trabajar con avances por diente muy superiores a los del fresado convencional.
Las plaquitas suelen tener radios pequeños o formas convexas que estabilizan el corte incluso con cargas elevadas. Los cuerpos de fresa están diseñados para minimizar interferencias y trabajar bien en rampas, interpolaciones y superficies 3D. A esto se suman calidades de placa con recubrimientos de alta resistencia térmica y al desgaste, que permiten mantener el rendimiento en aceros aleados, inoxidables o materiales endurecidos.
Ventajas del mecanizado de alto avance vs mecanizado convencional
Adoptar el mecanizado de alto avance en los procesos aporta ventajas directas y medibles:
- Mayor tasa de arranque de material: aunque la profundidad de corte es baja, el avance por diente es muy alto, reduciendo drásticamente los tiempos de ciclo.
- Mejor estabilidad y vida de herramienta: la menor fuerza radial reduce vibraciones y protege el filo, alargando la vida útil.
- Menor consumo energético por pieza: el proceso es más eficiente y estable, lo que se traduce en menos coste por componente.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad