
Heule -representada en España por Martín Carrascal- ofreció los días 1 y 6 de diciembre un seminario on-line en inglés y en alemán sobre “Desbarbado de los bordes de los agujeros delanteros y traseros en un solo paso – Tecnología & Aplicaciones”, en el que subrayó la competencia de la tecnología COFA y de sus herramientas COFA, DL2 y COFA+. Sirven para apoyar a los clientes en el proceso de fabricación e incrementar su productividad.
Martin Jones, de Heule Precision Tools, fue el encargado de ofrecer el webinar. Explicó que “existe una idea equivocada de que el desbarbado comienza una vez que el agujero ha sido taladrado. Sin embargo, la experiencia y el feedback de numerosos clientes muestran que los mejores resultados se pueden conseguir cuando se tiene en cuenta el desbarbado en diferentes etapas del proceso de fabricación”; el webinar “Desbarbado de los bordes de los agujeros delanteros y traseros en un solo paso – Tecnología & Aplicaciones” reveló en qué momento y de qué manera pensar en el rebabado.
“Les puedo garantizar que cualquier producto en el que piensen genera desechos”, apuntó Martin Jones, que subrayó que “es imprescindible para cualquier fabricante reducir estos desechos al mínimo. Como fabricantes, cualquier mínimo desecho implica pérdida de rentabilidad”. Al final del año, esta pérdida de rentabilidad puede ser considerable. El desbarbado de agujeros en diferentes piezas es uno de los procesos en los que se puede aumentar o disminuir la rentabilidad. Se puede realizar de manera manual, pero “el proceso manual implica tiempos de producción más largos, calidad inestable de procesos y, por supuesto, pérdida de rentabilidad”, advirtió. Pero se ha encontrado una solución para ello gracias a Heinrich Heule, fundador de Heule Precision Tools y pionero en tecnología de desbarbado. “Con su entusiasmo y know-how -explicó Martin Jones- se desarrolló una solución para desbarbar agujeros de piezas exigentes de Daimler-Benz y así comenzó una aventura que dura ya 60 años.
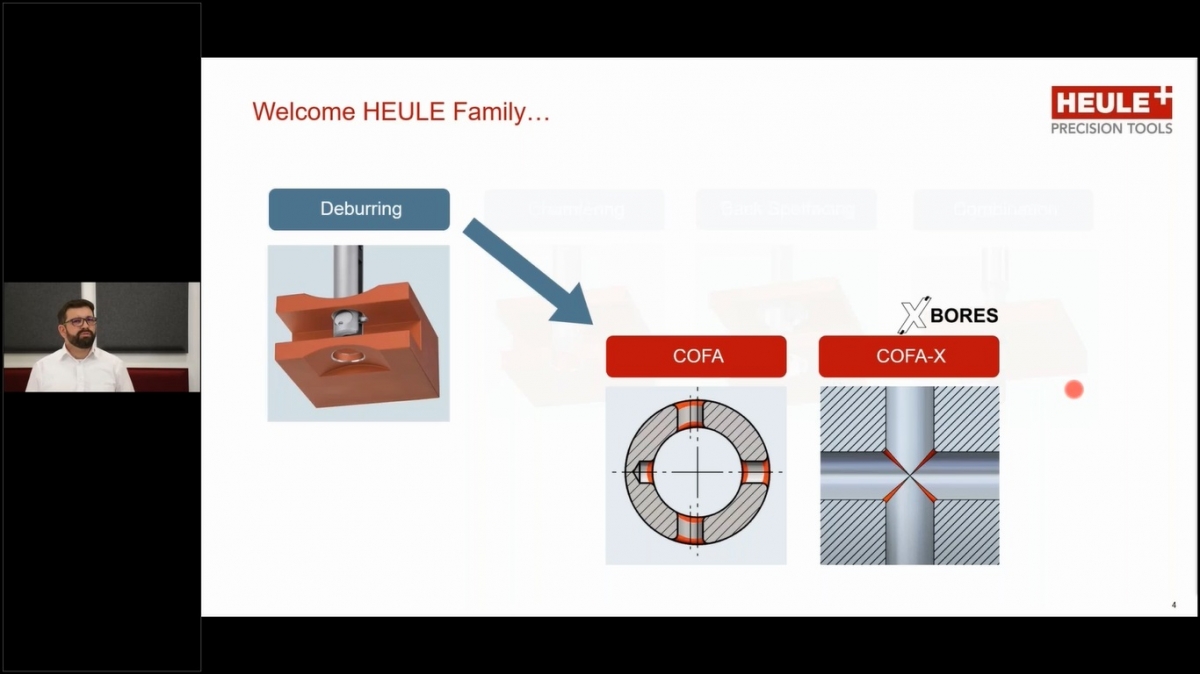
La actual gama de productos de Heule se divide en soluciones para cuatro procesos diferentes:
- Desbarbado.
- Chaflanado.
- Refrentado trasero y avellanado inverso.
- Herramientas de combinación de taladrado con desbarbado o chaflanado.
El webinar se centró en las herramientas de desbarbado COFA y COFA-X, que se destinan a aplicaciones muy diferentes.
Tecnología de desbarbado COFA
COFA desbarba hacia delante y hacia atrás los contornos de agujeros circulares y elípticos de la pieza mediante un redondeado uniforme del borde del agujero. Este pionero y eficaz sistema de herramientas sirve para desbarbar hacia delante y hacia atrás bordes de agujeros en superficies planas y no planas en una sola operación y de manera homogénea. Desbarba el agujero radialmente sin necesidad de girar la pieza ni detener el husillo. Es una herramienta muy fiable tanto controlada por CNC como manualmente y garantiza una alta rentabilidad y seguridad del proceso de desbarbado.
“COFA es la herramienta universal de desbarbado”, enfatizó Martin Jones: “Con una sola pasada de la herramienta por la pieza de trabajo, podemos desbarbar ambos bordes del agujero, el superior y el inferior, y también en superficies que sean planas, curvas o angulares”. Se pueden desbarbar agujeros rectos hacia el centro de la pieza, pero también agujeros compensados, que tiene un efecto sobre la geometría del borde.
“El diseño de la herramienta es muy sencillo”, afirmó Martin Jones: “Está hecha con muy pocos componentes: el cuerpo de la herramienta, el portacuchillas, la cuchilla y el resorte. La función del resorte es doble: por una parte, mantener la cuchilla en su posición y, por otra, proporcionar la fuerza de corte requerida para cortar el material. La herramienta se puede utilizar en casi todas las máquinas y equipos estándar del taller”.
Ventajas, especificaciones y forma de trabajo
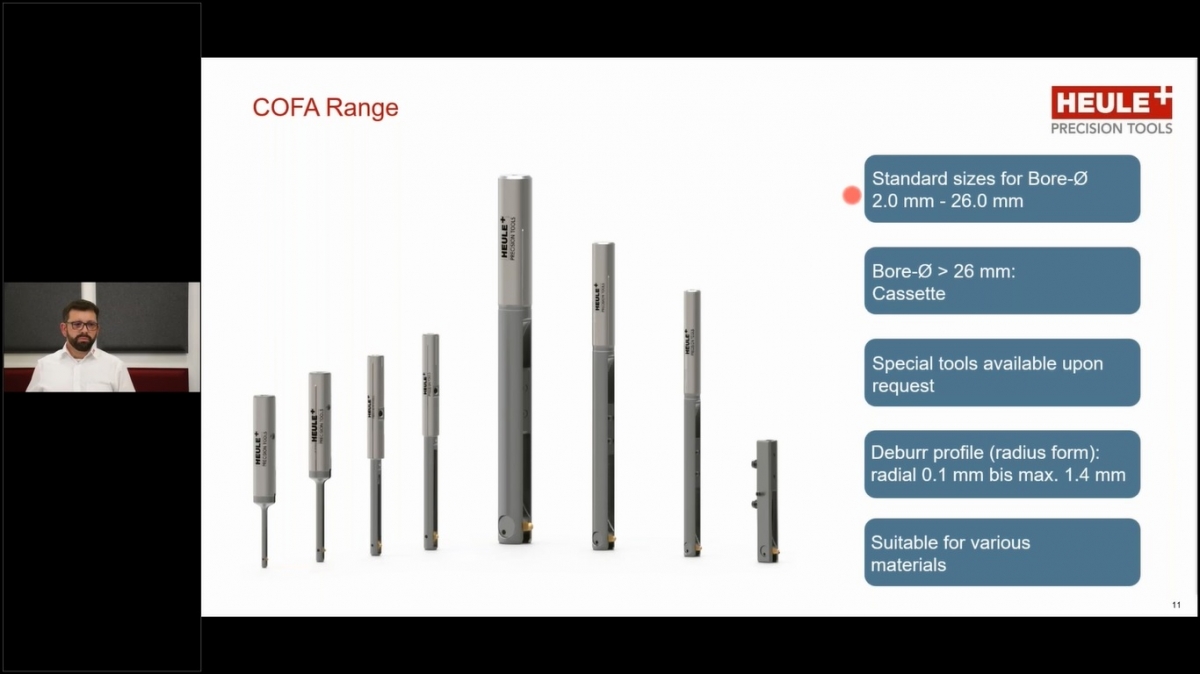
El catálogo COFA estándar para agujeros de Ø 2,0 a Ø 26,0 mm es para aplicaciones pequeñas. Los diámetros de agujero superiores a los 26,0 mm se desbarban con la combinación de cartucho y portacartuchos. Están diseñadas para realizar desbarbados frontales y posteriores uniformes en máquinas CNC sobre superficies planas, curvadas o inclinadas. Son muy adecuadas para el desbarbado de un amplio rango de agujeros transversales o inclinados. La herramienta mecaniza el borde de los agujeros sin desbarbado residual.
El desbarbado se pude realizar hacia delante y atrás o solo atrás. Se realiza sin paradas del husillo ni inversión del sentido de giro. Se consigue un redondeado uniforme de borde y son adecuadas para todos los materiales. Dispone de cuchillas intercambiables de metal duro recubiertas en función del material a cortar que garantizan una larga vida útil y buenos datos de corte. Además, todos los componentes de la herramienta son intercambiables.
La amplia gama de longitudes de cuchilla de las herramientas C6 a C12 permite crear distintos diámetros de desbarbado. La solución tipo cartucho permite integrar la herramienta de desbarbado en el equipo del cliente. Esta combinación reduce considerablemente el tiempo de ciclo. Algunas aplicaciones típicas son: horquillas, tubos con agujeros transversales, etc.
En cuanto a la forma de trabajo, “el funcionamiento de la herramienta también es muy sencillo”, aseguró Martin Jones, siendo un ejemplo el siguiente proceso:
- La cuchilla se acerca en avance rápido hasta justo antes de tocar el borde superior del agujero.
- Se cambia a avance de trabajo hacia adelante y se mecaniza el borde superior a la velocidad de trabajo.
- Una vez que se concluye el desbarbado, se atraviesa el agujero en avance rápido, sin detenerse el husillo.
- Pese al movimiento giratorio del eje, el cabezal, en forma de bola de la cuchilla, se desliza suavemente sobre la superficie sin ningún daño. Ni siquiera sufren las superficies escariadas.
- El avance rápido se detiene en el momento en el que la cuchilla llega a la parte trasera de la pieza y vuelve a desplegarse.
- Se cambia a avance de trabajo hacia atrás y se desbarba el borde trasero del agujero. Una vez acabado, la herramienta sale del agujero en avance rápido.
Martin Jones destacó que “todo este proceso se puede realizar sin parar el husillo”. Tras explicar detalladamente los pasos, introdujo un vídeo donde se pudo ver en acción la herramienta de desbarbado COFA.
La cuchilla COFA va unida de forma móvil a la unidad principal de la herramienta por medio de un pasador elástico (COFA C2 - 5M) o un soporte (COFA C6 - C12). De este modo, la cuchilla puede adaptarse a las irregularidades de los bordes en superficies no planas. Al empujar la herramienta al interior del agujero, la cuchilla se repliega dentro de la unidad principal. El resultado es un desbarbado radial y uniforme del borde.
Resumen de la gama
La familia de herramientas COFA está formada por tres grupos de herramientas. Se trata de COFA C2 y C3, COFA 4M y 5M en el segmento intermedio y las nuevas COFA New Generation C6, C8, C12 en el segmento superior.
Los conceptos difieren a nivel dimensional. Mientras que en COFA C2/C3 y 4M/5M la cuchilla y su soporte son una sola pieza y están unidos a la unidad principal por medio de un pasador elástico, en COFA C6-C12 son independientes.
Martin Jones dio unas pinceladas sobre los productos de la gama COFA. El catálogo incluye herramientas para el mecanizado de agujeros de 2,0 a 26,0 mm de diámetro. Por su parte, los cartuchos permiten desbarbar agujeros de cualquier diámetro. El grosor de desbarbado radial puede ser de entre 0,1 y 1,4 mm, dependiendo de las dimensiones del agujero y de la cuchilla empleada.
La herramienta se puede emplear para desbarbar desde materiales muy sencillos como aluminio hasta materiales muy exigentes y difíciles de mecanizar, como titanio o Inconel. “Lo único que tendríamos que hacer es cambiar el corte que tengamos en la cuchilla y la tensión del resorte”, comentó Martin Jones.
Martin Jones mostró dos aplicaciones típicas de COFA:
- Pistón de compresor: Con COFA, el cliente logró un gran incremento en eficiencia y productividad. Ahora, los cuatro agujeros se desbarban automáticamente en la máquina y no manualmente, y la calidad es estable.
- Tubo de filtración: Con COFA, el cliente ha logrado eliminar por completo el desbarbado manual, ha reducido la cantidad de desechos, ha logrado una calidad estable y ha reducido el número de procedimientos de control de calidad. El cliente confirmó que, aunque ahora el tiempo de proceso en la máquina es más largo, los beneficios amortizan claramente la inversión.
Además, la página web de Heule muestra varios casos de éxito en la aplicación de COFA que pueden consultarse en: https://www.heule.com/es/applicaciones/.
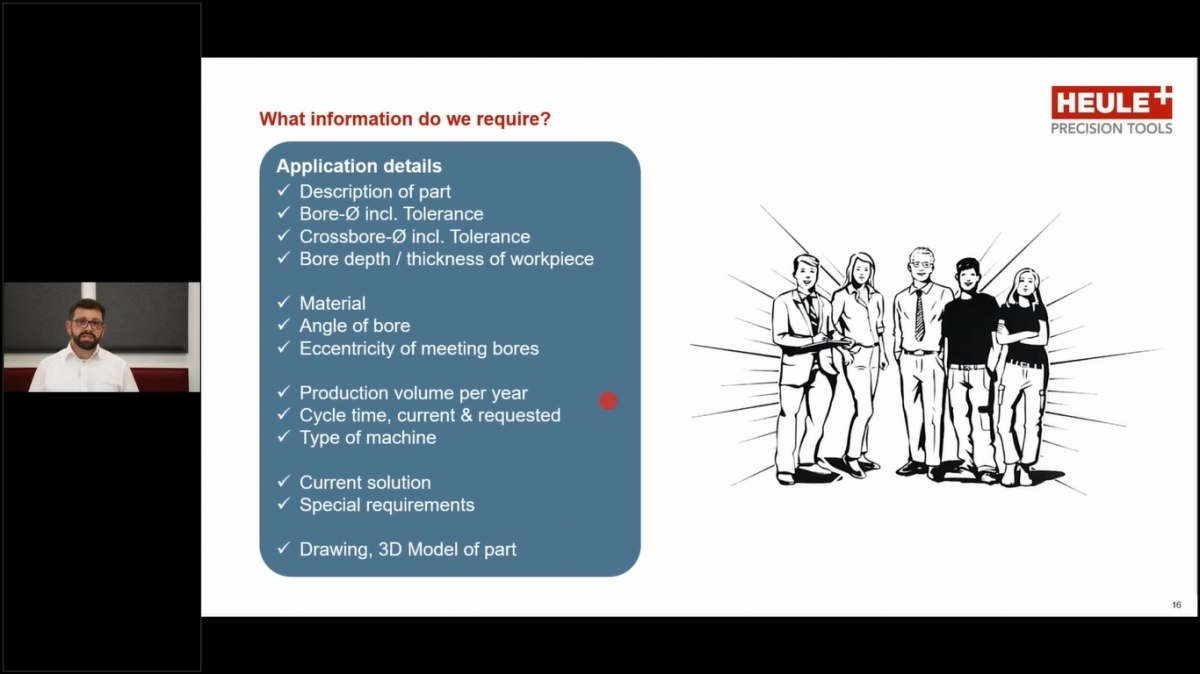
Además, la función COFA Tool Selector (https://www.heule.com/es/cofa-tool-selector) permite al cliente seleccionar la herramienta adecuada. Tras introducir los datos, Heule o alguno de sus distribuidores presenta la mejor opción según las necesidades del cliente.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad