
Dyrtech nace después del trabajo de varios años en uno de los centros de producción por mecanizado más avanzados de Europa. Con esta experiencia adquirida en el desarrollo de procesos de producción, diseño y fabricación de utillajes con integración de poka yoke, con maquinaria de última generación seguido de años de experiencia en diferentes sectores (maquinaria especial, matricería, empresas de mecanizados...), se crea esta empresa que tiene como finalidad asesorar, fabricar y dar servicio a una gran parte de la industria aportando su experiencia en varios sectores industriales.
En otros países, especialmente en Estados Unidos, Roberto Corredera y Daniel Izquierdo, los dos socios fundadores de Dyrtech, serían considerados como valientes emprendedores. Tras el relato de su historia que empezamos con estas líneas, esperamos que también lo sean en su propia casa.
Roberto Corredera tiene 38 años y ya acumula 20 años de experiencia. “Empecé a trabajar a los 18 años. Cuando salí del colegio inicié Formacion Profesional, entonces eran cinco años, a partir de ahí y con los conocimientos básicos, comencé mi andadura en el sector y en él sigo. He pasado por diferentes procesos: he trabajado en fresadoras, tornos, centros de mecanizado…, realizando trabajos para varios sectores: máquina-herramienta, molde, matricería… El gran cambio lo experimenté cuando combiné el trabajo diario de taller con el CAD-CAM. Llevo trece años trabajando en este campo pero sin desvincularme con el trabajo de taller”.
Siguiendo con su trayectoria vital, Roberto participó en la puesta en marcha de la empresa Sumbitec donde conoció a quien hoy es su socio en Dyrtech, Daniel Izquierdo, que con 28 años comparte buena parte de su experiencia técnica y de trabajo.
“Sumbitec – recuerda Roberto Corredera - era una empresa que tenía una patente mundial, con un producto interesante pese a lo cual fracasó. Se cerró Sumbitec y se creó Garbitec en las mismas instalaciones y con la misma maquinaria. Nosotros trabajábamos juntos en Sumbitec hace años y luego volvimos a trabajar juntos al arrancar Garbitec, diferente producto pero misma maquinaria. Nos dedicábamos a lo mismo, procesos de producción, control de calidad, fabricación de utillajes y prototipos. Cuando decidieron disolver la sociedad quedó esta parte libre, la parte más dedicada al oficio: realización de prototipos, utillajes, diseño, pieza única… Hicimos una oferta por el taller y lo compramos”.
Aprendiendo en las instalaciones más avanzadas de Europa
En 2008 cuando en Sumbitec montaron las instalaciones que luego utilizaron en Garbitec lo hicieron a lo grande, con la célula flexible de mecanizado más avanzada de Europa. “En su instalación colaboraron técnicos finlandeses, alemanes, ingleses, italianos, japoneses, con una inversión en fábrica estimada en 35 millones de euros. Luego estalló la crisis mundial, los bancos cortaron el crédito, el producto necesitaba mucho desarrollo comercial, y aunque fabricaba muy buen producto con una patente mundial, la empresa cerró. Pero fue un excelente laboratorio de I+D y ambos trabajamos en ello, hicimos mucho utillaje hidráulico y mucho prototipo”.
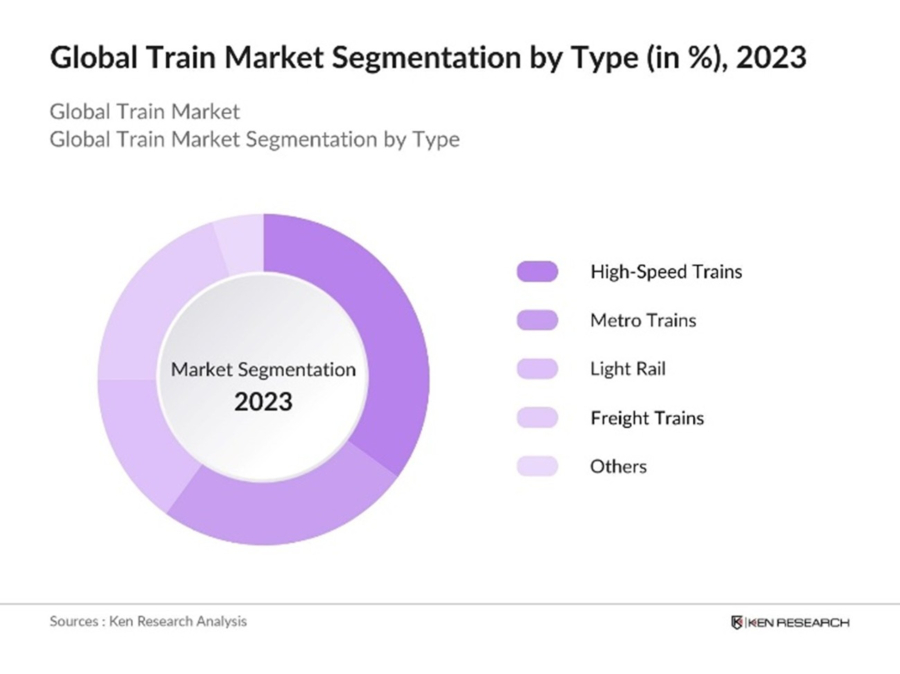
Cuando abrió Garbitec se abrió al mundo. A diferencia de su antecesora no tenía un producto propio, se fabricaban piezas para ferrocarril, eólico, subestaciones eléctricas, valvulería, automoción…
Con herramientas Hitachi, los centros de mecanizado Makino, el sistema FMS, la gestión integrada y alta tecnología, Garbitec mecanizaba distintos materiales dando respuesta a necesidades muy variadas, que incluían series cortas y medias, piezas de gran complejidad, mecanizado de alta precisión y optimización con fundición o forja, entre otras.
“En nuestra trayectoria profesional supuso un salto importante, pasamos del I+D de un producto a la mejora de los procesos y a lidiar con muchas referencias.
Cuando la fábrica estaba funcionando, en producción había 600 herramientas vivas, muchas referencias de piezas, con series medias-cortas que es donde el sistema flexible funciona con rentabilidad. Las series iban entre 10.000 y 200 unidades. El sistema flexible ocupa un espectro muy amplio que ni una transfer en el automóvil con sus grandes producciones puede abarcar y es lo que se intentaba cubrir en Garbitec. Fue una experiencia totalmente diferente para ambos que duró apenas tres años pero que nos proporcionó un gran conocimiento”.
Como ejemplo, cuando Daniel Izquierdo entró en Garbitec, lo hizo para trabajar en taller pero como los clientes exigían control de calidad y medición de las piezas, realizó un cursillo de medición con máquina tridimensional y estuvo durante año y medio encargándose de esa tarea.
Pero Garbitec tampoco llegó a buen puerto y los socios decidieron disolver el proyecto y montar las instalaciones de producción en sus empresas. Fue entonces cuando Roberto y Daniel ofertaron por la parte que ellos no querían.
Colaboradores más que proveedores
Por sus experiencias anteriores, Roberto y Daniel se declaran enamorados de Makino e Hitachi. “La decisión de comprar la máquina Makino se basó en su tecnología, productividad, precisión y versatilidad. La máquina puede desbastar una pieza y acabarla con precisión. Podemos partir de un bloque de 400kg, desbastarlo entero, acabar la pieza y haber entrado en los nervios de un molde con una herramienta de 0,5mm, eso hay pocas máquinas en el mundo que lo puedan hacer.
Nos pasa lo mismo con las herramientas Hitachi, tenemos plena confianza en su capacidad. Conocemos la marca desde hace años y cada herramienta que hemos comprado ha funcionado. Cuando Garbitec empezó se fortaleció esa relación y nos ayudaron a seleccionar los productos que más podían encajar en nuestros procesos, la confianza se la ganaron paso a paso. Las puertas estaban abiertas a todas las firmas, se les planteaba el problema y todos traian la solución que consideraban más adecuada. Al final se probaba y nos decantábamos por la mejor. Es cierto que para algunos trabajos no puedes estar haciendo pruebas siempre, pero cuando hay dudas y mucho consumo de herramientas, probar es una obligación.
En el taller buscamos rendimiento, óptimas condiciones de corte, eficiencia en el tiempo de trabajo y vida de la herramienta”.
Porque en una empresa de mecanizado las herramientas deben ser importantes, pero lo son más cuando nadie maneja la máquina. “Todo está tan automatizado que las herramientas van a la máquina, se quitan de la máquina, pasan por el cuarto de herramientas donde se les vuelve a poner placas, van a medición, otra vez a la máquina y todos esos datos son automáticos”.
“De MMC Hitachi, además de la calidad de sus herramientas, valoramos el apoyo en el proceso y la dedicación de sus técnicos. Cuando te enfrentas a un trabajo que no sabes cómo plantearlo, un trabajo nuevo, poder sentarse con una persona que conoce sus productos y estar una hora o lo que haga falta trabajando, es una ayuda muy importante, conociendo las altas exigencias que plantea este mercado sabes que no puedes fallar.
Ellos saben que los trabajos tiene que estar muy bien acabados, que son trabajos de mucha precisión, de muchísima calidad de acabado superficial y si se parte una herramienta o se queda clavada en una ranura de ancho de 0,8mm ya no se puede sacar. Hitachi ofrece un producto con el que sabe que vas a ganar. No estamos buscando ni un minuto, ni cinco minutos, estamos buscando una herramienta de 0,8mm que esté trabajando 8 horas a plenas garantías. Al final de todos los problemas que pueden surgir derivados del día a día en el trabajo buscamos poder descartar algunas de las posibles fuentes. En nuestro caso, tenemos esa confianza en la máquina de Makino y en las herramientas de Hitachi”.
Un gran reto superado con éxito
De toda la experiencia adquirida por estos dos emprendedores destacan tres trabajos que, cada uno por motivos distintos, han dejado honda huella. “Personalmente – recuerda Roberto Corredera - estuve trabajando dos meses y medio en un molde de 3 metros de alto por 2 de ancho, tanto en programación como en taller… Era un molde enorme y lleno de postizos. Ese fue el primer trabajo que hice con CAD-CAM. Posteriormente, en Garbitec realicé el prototipo de un cabezal para una máquina de 5 ejes Bost. Empezamos con 700 kilos y se acabó en 110. Era un cabezal muy complejo que se terminó en una mandrinadora de precisión en el País Vasco. El tercer proyecto fue un molde muy complejo realizado únicamente con herramientas MMC Hitachi”.
En total el proyecto supuso 50 horas de contacto de herramienta donde las fresas de diámetro máximo fueron de 3, 2, 1, 0,8mm. “La máquina no paró en ningún momento, fue realizando proceso tras proceso y el trabajo se hilvanó a la perfección. Y eso que cuando empezamos, llegamos a pensar que nos habíamos metido en un problema de los grandes, al ver las ranuritas, los pequeños canales, su dificultad e imaginar las fresas que teníamos que utilizar. Estuve con el técnico de Hitachi un par de días revisando herramientas porque teníamos que enfrentarnos a zonas muy complejas de mecanizar. Al final nos planteó una batería completa y la máquina arrancó un sábado a la tarde y trabajó hasta terminar el molde perfectamente. Trabajamos con herramientas de 15 horas de contacto y una de las mejores cosas que tiene Hitachi son los bajos desgastes de las herramientas de alto rendimiento.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad