

Emuge Taptor® es una nueva tecnología para la producción de roscas internas desarrollada conjuntamente por Emuge y Audi AG. El objetivo detrás de este desarrollo es lograr un gran ahorro de tiempo en la producción de roscas internas en agujeros ciegos y pasantes. Taptor® consigue estos ahorros al reducir un paso de trabajo.
El objetivo principal de la mejora de la productividad en el mecanizado de roscas internas es el ahorro de tiempo manteniendo la calidad.
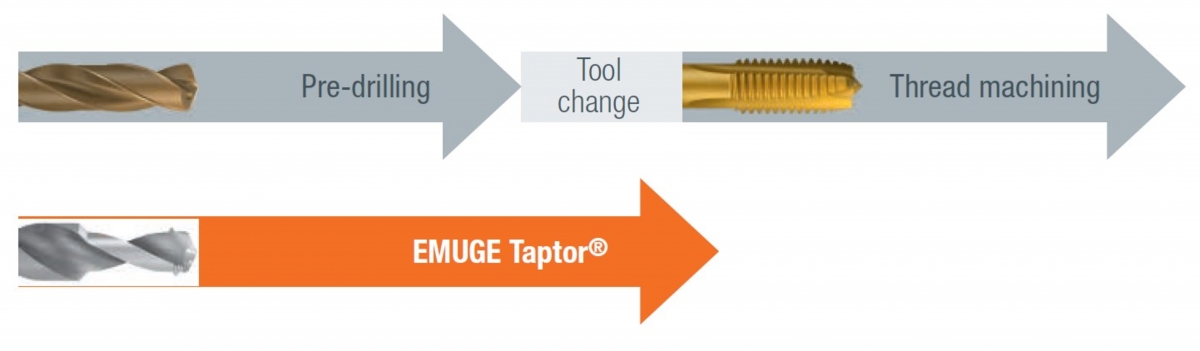
En la producción convencional de roscas internas, el mecanizado se realiza en dos pasos. El paso 1 es el agujero previo. El paso 2 consiste en mecanizar las roscas utilizando machos de roscar, machos de roscar de laminación o fresas de roscas. El cambio de herramienta necesario da como resultado tiempos de proceso prolongados. Para acortar estos tiempos de proceso se pueden eliminar algunos de estos pasos de trabajo.
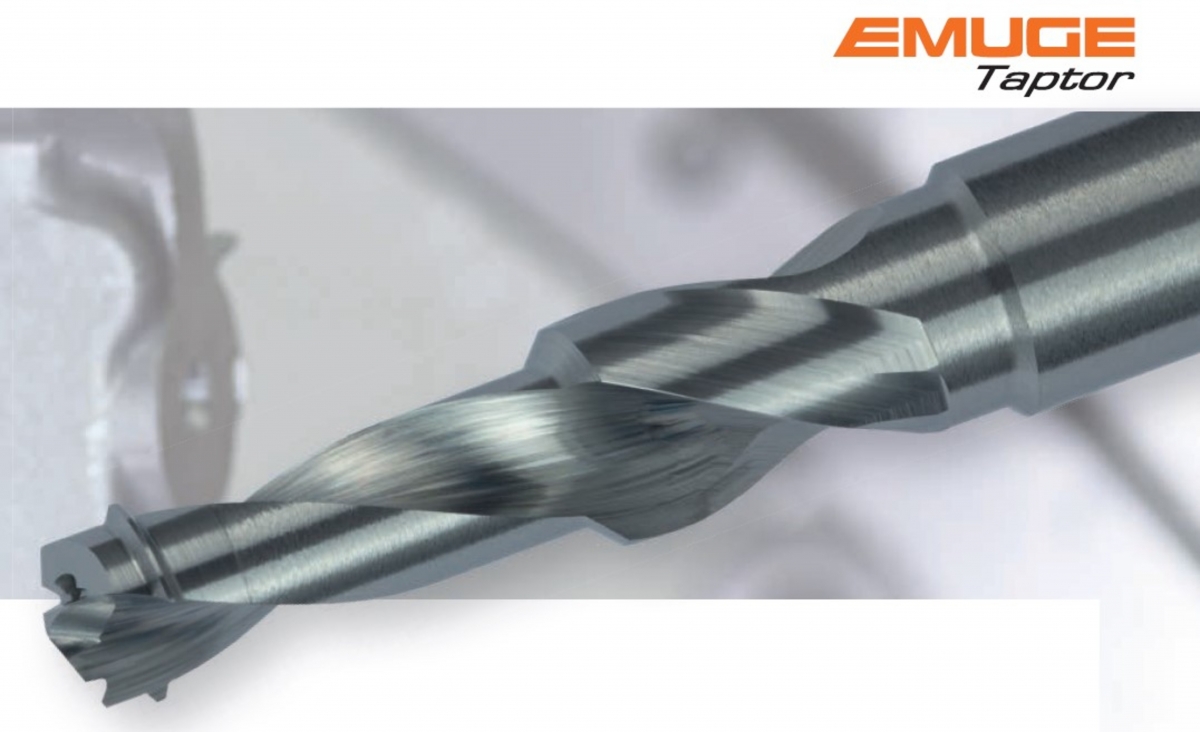
Emuge Taptor® es una nueva tecnología para la producción de roscas internas desarrollada conjuntamente por Emuge y Audi AG, y que ahora está a disposición de todas las empresas de producción. Explicado brevemente, en esta tecnología, la herramienta de roscado combina una broca helicoidal con algunos dientes roscados, dispuestos axialmente a una distancia de la punta de la broca, que hacen de macho de roscar y dan como resultado un importante ahorro de tiempo de mecanizado.
El ahorro de tiempo como objetivo
El objetivo detrás de este desarrollo es lograr un gran ahorro de tiempo en la producción de roscas internas en agujeros ciegos y pasantes. Mientras que las tecnologías Emuge Punch Tap y Speedsynchro® generan ahorros de tiempo a través de trayectorias de herramientas más cortas o velocidades de corte más altas, Taptor® logra estos ahorros al reducir un paso de trabajo.
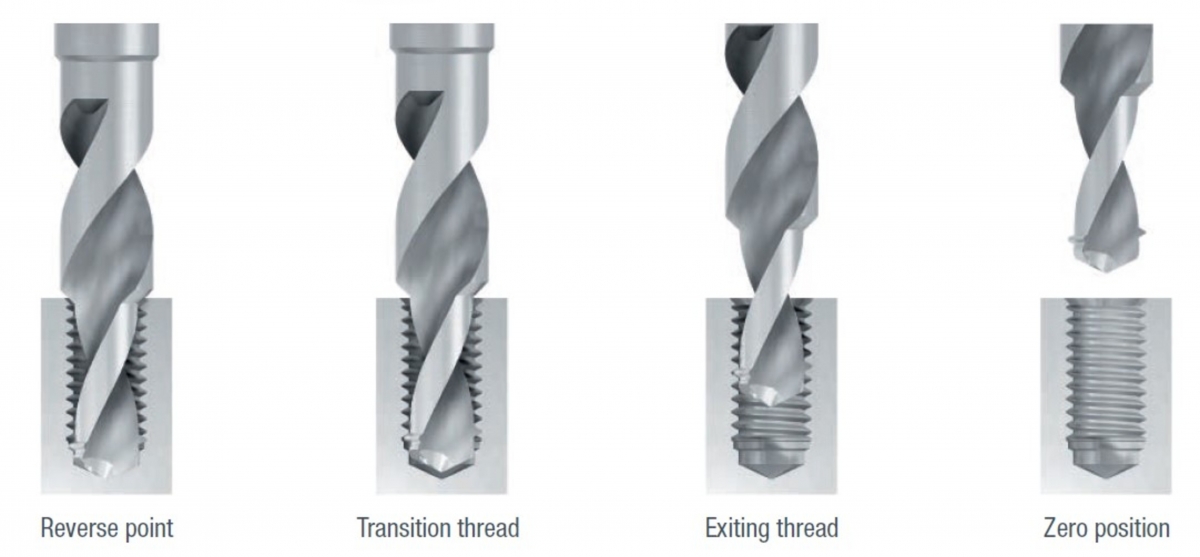
El agujero previo y la rosca se producen simultáneamente en una sola operación con la herramienta Taptor®, desarrollada por Emuge. El proceso para el que Audi AG ha solicitado una patente se divide básicamente en dos pasos. En el primer paso, el movimiento de la herramienta corresponde a un roscado sincronizado. Por tanto, el avance de la broca por revolución coincide con el paso de rosca. En el segundo paso, la herramienta corta libremente a la profundidad de perforación. Y los dientes de la rosca crean un corte circunferencial (socavado). Posteriormente, el Taptor® se retrae a través de la rosca generada. Las roscas pueden ser pasantes o ciegas.
La reducción de tiempo con Taptor® resulta de varios elementos individuales. Por un lado, se elimina todo el ciclo del agujero previo, incluidas todas las trayectorias transversales, el posicionamiento y los cambios de herramienta. Por otro lado, el tiempo principal del mecanizado de roscas individuales se reduce mediante el portapinzas Speedsynchro Taptor®, que permite una mayor velocidad de corte con su engranaje de transmisión integrado. Por ejemplo, al mecanizar un lado de culata con 26 roscas M6 2xD en fundición de aluminio, se obtiene un ahorro de tiempo del 41% o 2 segundos por rosca.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




