


Los recientes estándares ambientales RoHS y REACH requieren que todos los fabricantes de conectores eliminen el plomo de las aleaciones de cobre. Esto crea muchas dificultades en el mecanizado. Mikron Machining, con más de 110 años de experiencia, ha desarrollado el expertise necesario para el mecanizado perfecto de aleaciones libres de plomo.
Retos y soluciones para el mecanizado de latón libre de plomo: hace unos años, la necesidad de eliminar el plomo de las aleaciones procedió del sector alimentario (por ejemplo, grifos de agua, colectores...). Ahora la protección del medio ambiente se está trasladando a todos los sectores y generando muchas transformaciones tecnológicas; basta pensar en el boom de la movilidad eléctrica que ha registrado la industria del automóvil en unos pocos años. Esto genera nuevos desarrollos en muchas ramas industriales: mecánica, electromecánica, electrónica y software. En cuanto a los conectores eléctricos, se han vuelto cada vez más complejos y pequeños y deben alimentar mucha corriente; esto requiere componentes de alta calidad. La nueva normativa ambiental ha impuesto la eliminación de materiales peligrosos -incluyendo el plomo de las aleaciones metálicas- de todos los procesos productivos.
En la mayoría de los casos, los conectores eléctricos están hechos de latón. Eliminar el plomo del latón tiene diferentes consecuencias en la transformación de piezas en grandes volúmenes.
Rugosidad
Con las herramientas tradicionales con geometría de corte para latón con plomo, el mecanizado en latón libre de plomo es problemático: es muy difícil obtener la rugosidad requerida por los conectores eléctricos modernos, que debe ser baja para garantizar altos amperajes específicos. Este aspecto es de importancia fundamental. Obviamente, si hay problemas de rugosidad, las tolerancias también se ven afectadas automáticamente.
Con una geometría de herramienta de corte adecuada, es posible volver a alcanzar la rugosidad anterior y lograr los valores exigidos por el mercado, que son de aproximadamente Ra 0,40 µm.
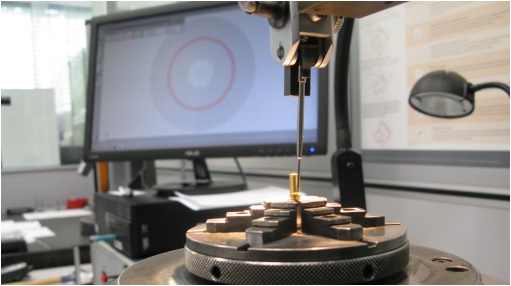
Tolerancias
Las herramientas de corte convencionales hacen que no sea fiable alcanzar tolerancias de forma debido al fenómeno conocido como “rechazo de material”: a veces cortan bien y a veces rechazan; una pequeña variación de la temperatura o del lubricante es suficiente para desencadenar este fenómeno. Por lo tanto, existen variaciones en el diámetro, ovalidades o errores de longitud, por lo que es imposible mantener las tolerancias de ± 0,0004” sobre los diámetros requeridos por el mercado actual de conectores de alta tecnología.
Una geometría de herramienta de corte más agresiva (como la del aluminio) hace que el proceso sea más fiable.
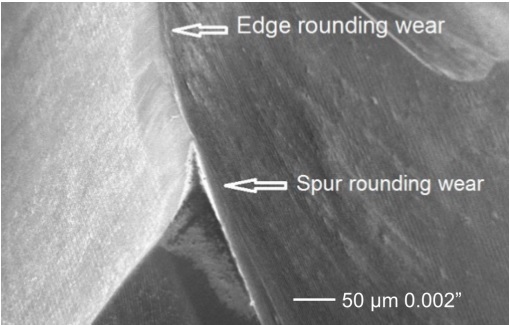
Vida útil de la herramienta de corte
Para superar los fenómenos de calidad mencionados, el usuario a menudo tiende a utilizar herramientas con ángulos de corte más agresivos. Desafortunadamente, en el mecanizado de latón libre de plomo, estas herramientas pierden rápidamente el “filo” del filo de corte, reduciendo drásticamente la vida útil de la herramienta a unas pocas decenas de minutos, lo que afecta trágicamente a la eficiencia de todo el sistema, elevando el coste por pieza hasta el punto de hacer que la producción no sea rentable.
Por lo tanto, la geometría de corte debe ser “especial”; el sobredimensionamiento entre desbaste y acabado y los parámetros de corte deben estar armonizados entre sí como los elementos de una orquesta.
Sobrecalentamiento del material
Cuando las paredes son finas (y en los conectores esto ocurre a menudo), si el filo de la herramienta no es perfecto, se produce un sobrecalentamiento del material que afecta térmicamente al material hasta el punto de inutilizar la pieza fabricada (el templado del material le hace perder su elasticidad). Los ensayos también han destacado nuevos parámetros de lubricación. Para algunas operaciones de mecanizado, es necesario adoptar la lubricación a través de la herramienta, que puede adaptarse fácilmente a las modernas y flexibles máquinas transfer de Mikron.
Virutas largas
Las virutas largas crean madejas y obstrucciones que impiden su evacuación y tienden a acumularse hasta el punto de imposibilitar la producción automática.
La herramienta debe tener una forma que evite virutas largas, y se deben utilizar rompevirutas.
La solución de Mikron Machining
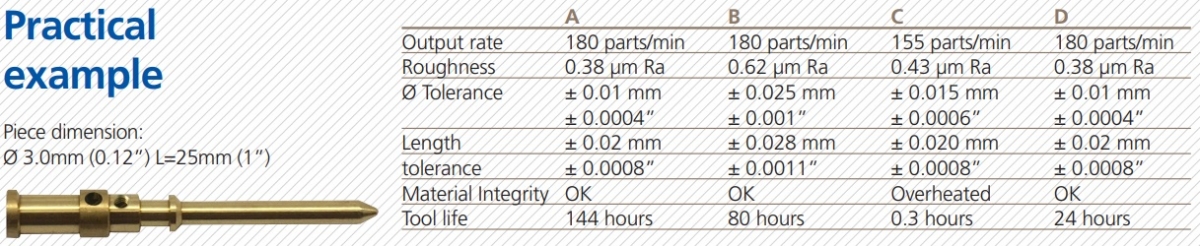
Mikron Machining ha realizado numerosos ensayos en colaboración con Mikron Tool, determinando los mejores parámetros para poder obtener la misma calidad que anteriormente sin perder productividad. Ahora, Mikron Tool ha obtenido un know-how en herramientas libres de plomo con geometrías de corte y espirales específicas para este material que permite ofrecer soluciones perfectas a clientes actuales y futuros.
Los ensayos han demostrado que el sobredimensionamiento entre las operaciones de desbaste y acabado es importante para garantizar las tolerancias del conector, con una buena vida útil de la herramienta, sin sobrecalentar las finas paredes del conector; por supuesto, todo esto manteniendo la alta productividad de las máquinas transfer Mikron.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad