
Las tecnologías de fabricación basadas en la ley de Faraday, como es el mecanizado electroquímico (ECM), juegan un papel importante en la industria manufacturera. El ECM es un proceso de disolución electroquímica que permite mecanizar materiales conductores eléctricamente sin tener en cuenta su dureza o rigidez. Por lo tanto, puede ser utilizado en materiales difíciles de mecanizar con otro tipo de tecnologías más convencionales, cómo son aquellas de uso habitual en la industria aeronáutica, médica o herramentista.
Adicionalmente, este proceso permite producir superficies sin distorsión o grietas y libres de rebabas y sin tensiones residuales, ofreciendo además una larga vida del electrodo (o herramienta), altas tasas de arranque y buena calidad superficial.
A pesar de estos méritos, el ECM se utiliza raramente en mecanizados de precisión debido a que el campo eléctrico no está localizado y los detalles finos no se pueden reproducir.
El desarrollo de sistemas de optimización del mecanizado electroquímico para una mejora de las características del proceso (precisión dimensional, tasas de arranque, calidad superficial,…), sigue siendo uno de los mayores objetivos de los fabricantes de maquinaria ECM y de los propios usuarios industriales de la tecnología.
Como solución a este problema, se utiliza el Mecanizado Electroquímico con corriente Pulsada (PECM), el cual consigue un mejor control del proceso en comparación con el ECM convencional de corriente continua. Esto se atribuye principalmente a un menor tamaño de GAP más estable, a la mejora del proceso de polarización anódica que reduce la disolución a regiones de bajas densidades de corriente, a la mejora del flujo del electrolito que reduce los defectos en la superficie causados por cavitaciones y no uniformidad del flujo del mismo y finalmente a un mejor control del proceso de monitorización. Estas mejoras técnicas, junto con los propios beneficios del ECM, hacen que el PECM sea muy atractivo económicamente en algunas aplicaciones en la industria de la automoción o la aeronáutica.
Sin embargo, a medida que se ha ido estudiando y desarrollando el proceso de mecanizado electroquímico se siguen observado inexactitudes en el proceso de duplicado de piezas, llegándose a la conclusión de que dicho error en la forma (o duplicado) es dependiente de la desviación de las propiedades del fluido en el hueco intersticial y en sus condiciones físicas tales como la conductividad eléctrica, la temperatura, fracciones vacías, eficiencia de la corriente, velocidad del flujo, presión, etc.
De esta manera, para alcanzar la precisión del mecanizado es importante trabajar con valores mínimos de GAP entre los electrodos, para poder reducir la no-uniformidad de la conductividad eléctrica y las propiedades físicas existentes, las cuales son vitales en los procesos de disolución electrolítica.
Todos estos requisitos son difíciles de conseguir, ya que el mínimo hueco intersticial (GAP) está limitado a la generación de descargas eléctricas indeseadas que se puedan producir durante el mecanizado.
Para solucionar los problemas previamente expuestos es interesante un correcto diseño previo del electrodo de mecanización basado en una metodología que permita establecer una distribución homogénea del electrolito a través del mínimo gap deseado. Con el control fluido dinámico del paso del electrolito se establecerá un control sobre la distribución uniforme del campo eléctrico causante de la disolución del material, evitando una acción cavitante causado por turbulencias indeseadas dentro del hueco intersticial, que favorece una correcta evacuación de calor, burbujas, material desprendido, y hace que la acción de la presión y la eficiencia de la corriente actúen de manera apropiada, reduciendo considerablemente los tiempos de producción.
En este trabajo se trata de obtener una herramienta que ayude al diseño de electrodos en el proceso de Mecanizado electroquímico, ya sea en casos de corriente continua (ECM) o pulsada (PECM).
Fundamentos del mecanizado electroquímico (ECM)
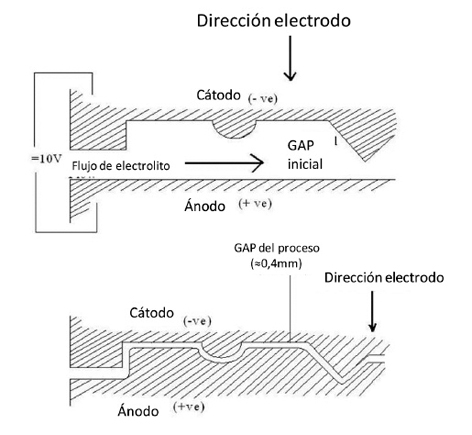
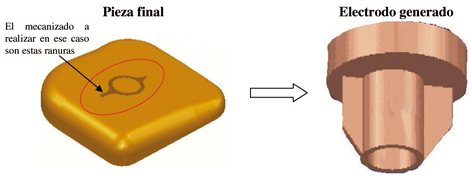
El mecanizado electroquímico consiste en colocar en una cuba de líquido electrolítico, la pieza a mecanizar enfrentada con el electrodo-útil o herramienta que tendrá la 'forma negativa'
que deseamos dar a la pieza, y todo esto conectado a un generador de corriente que suministra electricidad entre ellos.
De esta forma, cuando se produzca la circulación de la corriente eléctrica, la pieza se conformará al 'disolverse' mediante electrólisis (disolución electroquímica controlada), empezando por las zonas de mayor densidad de corriente, que serán aquellas en las que la distancia interelectródica sea menor.
Es decir, se establece un paso de corriente continua en el espacio comprendido entre los electrodos (GAP), que suele ser del orden de 0'025-0'75 mm. El electrolito, impulsado a través o alrededor de la herramienta, arrastra consigo desde el GAP las partículas de material desprendidas de la pieza, que acaban siendo depositadas en unos filtros de decantación.
El electrolito también ayuda a desplazar el calor y el hidrogeno formado.
La principal característica de este proceso radica en que la cantidad de material eliminado por unidad de tiempo es exclusivamente función de la velocidad de intercambio iónico, por lo que resulta independiente de la dureza y/o rugosidad del material. En resumen, sus ventajas principales son las siguientes:
- La capacidad de mecanizado del metal no depende de la dureza del material
- Se pueden mecanizar formas complicadas en los metales duros
- No hay desgaste de la herramienta.




