
Este artículo trata de presentar los resultados del estudio de dos operaciones de gran importancia como son el fresado y taladrado de Composites de Fibra de Carbono (CFRP) para componentes de fuselaje. La finalidad del conocimiento adquirido es desarrollar una familia de fresas/brocas para el recanteado/taladrado de dichos materiales, determinando la geometría de la herramienta, la calidad del metal duro y el recubrimiento más adecuado. Los posibles daños sobre el material son un aspecto de importancia.
Los composites de matriz orgánica se utilizan cada día más en la construcción de aeronaves, siendo los datos de los nuevos modelos A380 y Boeing 787 muy significativos. Así en el primer caso el fuselaje integra un 52% de composites de matriz orgánica, y en segundo hasta un 58%. Y en los demás modelos de estas empresas los porcentajes se repiten.
Todas las piezas obtenidas [1-5] en este tipo de composites requieren dos operaciones finales que son obligadas en el 95% de los componentes: el fresado periférico para recorte de los sobrantes (recanteado), punto en el que se centrará el estudio realizado; y el taladrado en aquellos lugares donde se ubicará un remache o unión. Estas operaciones se realizan por fresado o taladrado respectivamente. Se trata de unas operaciones que suponen un coste mínimo sobre el valor final de la pieza, pero que en sí mismas suponen el punto crítico en la fabricación. Durante el proceso pueden darse una serie de fenómenos que reducen la productividad o implican daño para las piezas conformadas. Por este motivo se requiere el uso de herramientas de corte de especial diseño y características.
Problemas del fresado/taladrado de los materiales composites
A la hora de realizar la operación de fresado periférico de materiales compuestos, hay que hacer frente a una serie de problemas, que son característicos de estos materiales:
- La asociación de un material generalmente blando, la matriz (plásticos) con un material refuerzo duro (fibras cerámicas), rígido (fibras de carbono), difícil de cortar (fibras de aramida), y generalmente muy abrasivo.
- La heterogeneidad del material con alternativamente zonas blandas (matriz) y zonas duras (refuerzo).
- La textura del material: isótropo (composites con partículas), anisótropo (composites con fibras cortas o continuas).
- La orientación del refuerzo (fibras unidireccionales, tejidos, estratificados...) y la manera de atacar al material (paralela a las fibras, perpendicular, oblicua).
- La fracción en volumen de fibras o partículas.
A estas observaciones hay que añadir el problema de la naturaleza del refuerzo (fibra de carbono, cerámica, de vidrio o de aramida) que influye directamente sobre la manera de actuar de la herramienta.
Deterioro provocado por el mecanizado
El deterioro [1,3] del composite durante el mecanizado es el resultado de una agresión química, térmica y/o mecánica del entorno de la zona mecanizado o de la herramienta.
Deterioro químico
Consecuencia del entorno del mecanizado y particularmente del ataque químico del lubricante o de la recuperación de humedad del composite a partir del lubricante. La consecuencia es un deterioro de la matriz y/o las fibras, y/o la unión matriz-fibras. Este problema se puede solucionar seleccionando adecuadamente el lubricante, pero la solución idónea es el mecanizado en seco.
Deterioro mecánico
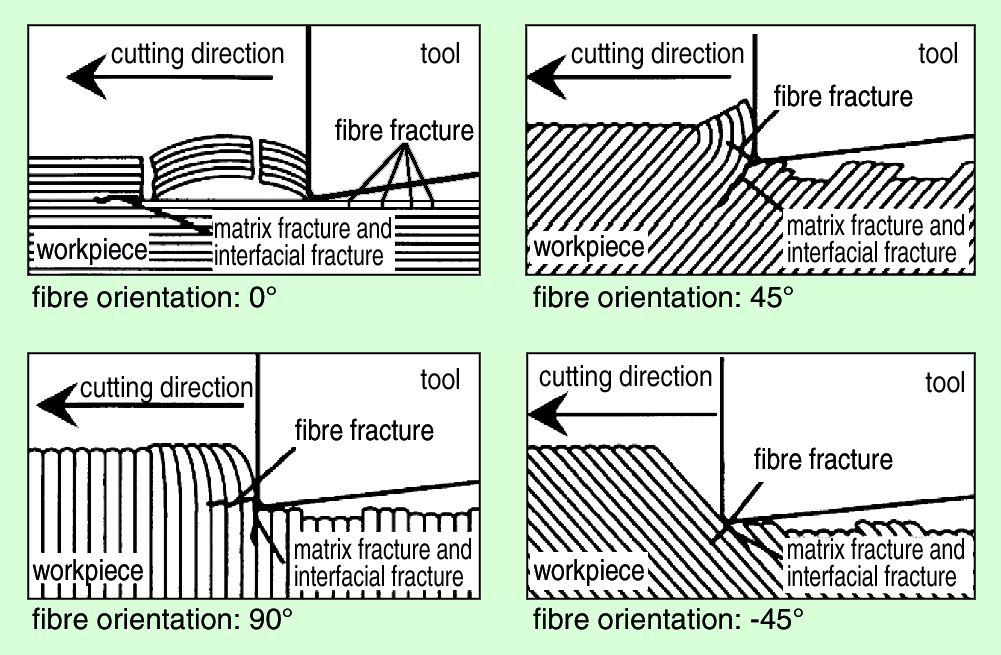
La textura del composite asociada a la dirección de ataque de las fibras por la herramienta influye sobre los mecanismos de corte. Al nivel microscópico, cuando las fibras están alineadas en la dirección de avance, están sometidas a un esfuerzo de compresión longitudinal que puede originar un pandeo, y entonces una ruptura por bloques.
Cuando las fibras están orientadas en la dirección de avance, las fibras están estiradas por la herramienta y rompen por deformación en tensión. La superficie se caracteriza por la presencia de fibras saliendo del composite, sin matriz alrededor.
Cuando las fibras están orientadas en la dirección opuesta al avance, las fibras son levantadas y arrancadas de la superficie por la herramienta. Esas microvirutas rompen entonces por cizalladura. La superficie se caracteriza por la presencia de "olas" con generalmente grietas a sus bases.
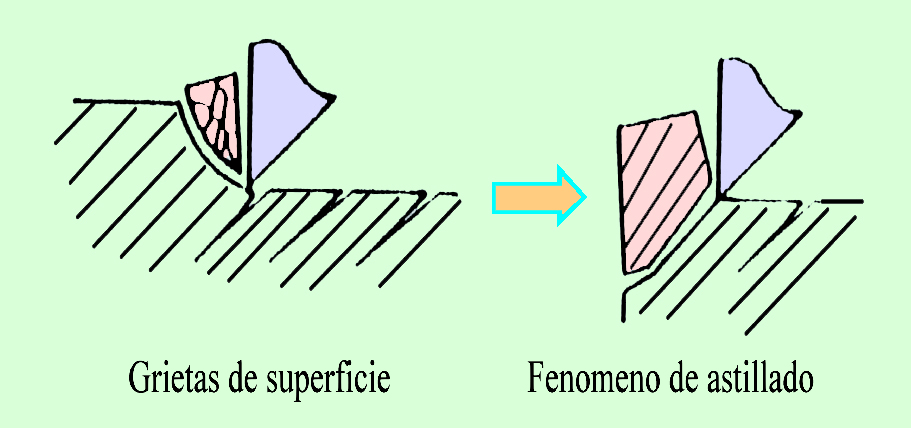
Al nivel macroscópico, la propagación de esos defectos conduce al desarrollo de grietas que pueden conducir al astillado en los bordes de la pieza cuando las fibras están orientadas en la dirección opuesta al avance o a la delaminación del composite.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad




