¿Se ha roto el molde? ¿Está este sector acabado totalmente en España? ¿Hay lugar para la esperanza? ¿Existen desarrollos tecnológicos y nuevos mercados con los cuales las empresas del sector puedan mirar hacia el futuro? Para tratar de responder a estas preguntas y aportar alguna luz sobre las sombras, hemos querido dedicar la sección Palabra de Expertos a la fabricación de moldes. Recomendaciones sobre la elección de equipamiento; consideraciones sobre el debate MAV-EDM; los papeles del CAD-CAM, el CNC y las herramientas; aportaciones del prototipado rápido; mercados y tecnologías de futuro, son los temas sobre los que los participantes realizan sus aportaciones.
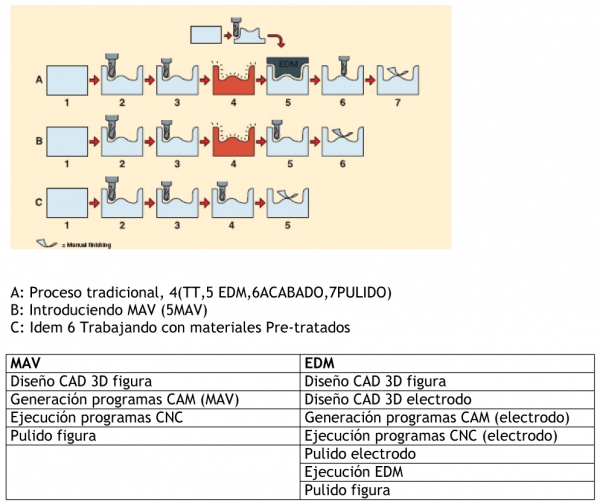
El eterno debate: electroerosión – mecanizado de alta velocidad (MAV)
Hay que tener en cuenta que la electroerosión y el mecanizado de alta velocidad son dos procesos totalmente distintos, que parten de diferentes principios para lograr eliminar material. Es por ello, que al ser tan diferentes, cada uno cuenta con sus ventajas y desventajas, las cuales tienen que ser consideradas a la hora planificar el proceso de mecanizado. A su vez, en algunos casos, pueden llegar a complementarse y sacar el máximo provecho de sus ventajas.
Las condiciones más básicas en las que cada tecnología es superior a otra, están directamente relacionadas con las tasas de extracción de material y la calidad de los acabados. También es importante resaltar, el grado de dificultad de la geometría a mecanizar.
En cuanto a las tasas de extracción de material, un mecanizado de alta velocidad puede llegar a ser el vencedor. La capacidad de un centro de mecanizado para seleccionar el tipo de herramienta en cada paso del proceso de mecanizado puede llegar a entregar las tasas de extracción más altas posibles en cada punto del proceso, haciendo comprensible su superioridad ante la electroerosión.
Por otro lado, cuando estamos hablando de calidades de acabado en mecanizados complejos, la electroerosión puede llegar a tomar la delantera. En algunos casos, el acabado superficial de una pieza salida de máquina puede estar muy cercano a las calidades de un acabado espejo, bastante útiles en el mecanizado de moldes. Sumándole a esto, la clara supresión de post-procesos en mecanizados de precisión.
Sin embargo, estas situaciones pueden cambiar de acuerdo a las condiciones que sean necesarias y es por ello, que no existe una última palabra en este tema. Además, hay que añadir que estos dos procesos están en continuo desarrollo, donde es muy posible que ambos se igualen en algunos aspectos, y se diferencien en otros totalmente distintos a los actualmente conocidos.
Las tendencias futuras de ambas tecnologías van de la mano con la precisión que se puede obtener y sus acabados. Actualmente existen investigaciones para elevar las limitaciones de estas tecnologías, como lo son el desarrollo de aditivos para electrolitos usados en electroerosión con el objetivo de lograr rugosidades superficiales cercanas a las 0.1 µm, o la investigación en control adaptativo de vibraciones para lograr mejorar la precisión y el acabado superficial en máquinas de alta velocidad.
En la actualidad, dichos avances hacen que estas tecnologías logren adentrarse con éxito en el mundo a escala micro, donde será posible la fabricación de micro-utillajes con requerimientos de ultra – alta precisión. Un ejemplo de ésto es el mecanizado de moldes para la fabricación de micro-lentes de vidrio, en donde los acabados superficiales deben estar muy cerca de los 2 nm RMS y a los 15 nm RMS de precisión dimensional.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad