Los aceros de herramientas y fundiciones empleados en procesos de conformado en frío presentan unas propiedades que otorgan una solución equilibrada en cuanto a la deformación, resistencia al desgaste y a la corrosión y la estabilidad dimensional de los materiales. No obstante, dichos materiales suelen ser considerados difíciles de soldar debido principalmente a su alto contenido en carbono. Al retirar la fuente de calor, la soldadura se enfría rápidamente produciendo un endurecimiento de la zona afectada térmicamente. Esta transformación genera tensiones térmicas, que pueden resultar en el agrietamiento del material base. En estos procesos, las técnicas de soldadura más comunes son la soldadura TIG (Tungsten Inert Gas), la soldadura por arco de plasma, etc. Estas técnicas son muy flexibles y producen unas buenas tasas de deposición. Sin embargo, la afección térmica que generan es muy elevada lo que provoca generalmente fisuras y distorsiones sobre el material. La técnica de plaqueado láser produce una mínima dilución, baja y controlable entrada de calor en el substrato y reducida distorsión. En este artículo se muestran los resultados experimentales obtenidos en el proceso de plaqueado láser de aceros de herramienta y fundiciones para trabajo en frío. El estudio se centra en la optimización de los parámetros del proceso para diferentes condiciones de aplicación.
Las exigentes condiciones extremas y esfuerzos a las que los materiales metálicos empleados en diferentes procesos productivos son sometidos han producido el desarrollo de técnicas de modificación de superficies tales como la implantación iónica, proyección térmica de alta velocidad (HVOF), deposición física (PVD) y química (CVD) en fase de vapor, entre otras1. En paralelo, el uso de técnicas de deposición superficial de polvo metálico mediante láseres de alta potencia (plaqueado láser o “laser cladding”) está comenzando a extenderse en numerosas aplicaciones de fabricación, reparación, prototipado rápido… en particular aquellas que conllevan fusión superficial y rápida solidificación del material 2,3.
El plaqueado por láser es una técnica que genera recubrimientos de alta calidad resistentes al desgaste y a la corrosión, con una mínima afectación térmica y reducida distorsión 4. El método consiste en la fusión de un polvo metálico, propulsado por un gas inerte, mediante la acción de un haz láser de alta potencia, sobre la superficie de un substrato dado, generando un cordón de soldadura. Solapando distintos cordones de soldadura es posible cubrir áreas extensas, aunque dada la precisión del tratamiento, generalmente se lleva a cabo aportes selectivos en áreas pequeñas y de difícil acceso.
Una de las aplicaciones más comunes que satisface esta técnica es la reparación de piezas (restauración de formas y recubrimientos dañados) lo que evita el reemplazo de la pieza completa y por tanto permite reducir tiempos de producción y ahorrar costes.
Numerosos trabajos se encuentran en la bibliografía sobre la reparación de herramientas, utillajes y componentes del sector molde-matriz y del automóvil 5, 6, 7, si bien, muy pocos se centran en aquellos materiales que se emplean en aplicaciones de conformado en frío (estampación, embutición, repujado, corte, extrusión, etc.), tales como aceros aleados de herramientas y fundiciones de alta ductilidad. La reparación de estos materiales se ha de llevar a cabo mediante recubrimientos que tengan propiedades similares o mejoradas respecto al substrato en cuanto a resistencia y dureza (~ 60 HRc). Además, estos materiales son considerados difíciles de soldar y por tanto de recubrir mediante técnicas de proyección térmica, debido principalmente a la baja conductividad térmica y alto contenido en carbono que presentan, lo que provoca micro-grietas en la región del substrato afectada por el calor y en los límites del recubrimiento. Recientes estudios muestran cómo es posible reducir la distorsión, porosidad y agrietamiento precalentando, a través de un horno o resistencia, previamente el substrato 8. Sin embargo, estas técnicas, también extendidas en la industria, no se pueden emplear para calentar moldes de gran volumen y tamaño, además, implican una etapa más en el proceso de reparación lo que aumenta el tiempo de fabricación.
En el presente artículo se muestra los resultados obtenidos en el proceso de deposición mediante plaqueado láser del acero de herramientas para trabajo en frío X153CrMoV12 y de la fundición esferoidal EN-GJS-700-2 mediante aceros de herramienta en polvo e hilo, sin operaciones de precalentamiento previas del substrato. La mayor parte de los resultados que se presentan se han obtenido en el marco de la acción GEHITU, del programa ETORTEK 2005-2007. Estos resultados completan los obtenidos, a través de la misma acción, en el artículo: “Análisis de las diferentes técnicas de recuperación de componentes mediante aporte selectivo de material”.
Procedimiento experimental
Equipamiento empleado
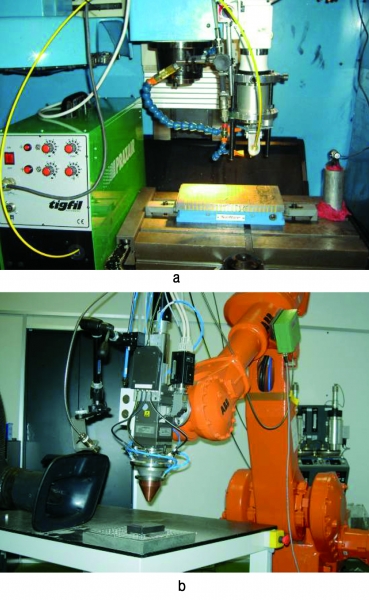
El montaje empleado para la realización de los ensayos de aporte de hilo consta de un alimentador de hilo lateral modelo Tig-Fil de Praxair, diseñado originariamente para su empleo en procesos de soldadura TIG y un láser de diodos de alta potencia (HPDL), modelo DL015S de Rofin-Sinar, con una potencia máxima de 1500 W, integrado en un centro de mecanizado Kondia-B500 de 3 ejes con velocidad de avance máxima de 10 m/min. El sistema se ha ajustado para que tanto el funcionamiento del láser como el del alimentador sean controlados directamente desde el control numérico del centro de mecanizado. La óptica utilizada para este estudio presenta una distancia focal de 165 mm y se establece la distancia de trabajo a 125 mm. Con estas condiciones el haz láser presenta un spot rectangular de dimensiones 1.3 x 1.5 mm. El sistema se muestra en la imagen de la Figura 1-a.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad