

Los fabricantes de automoción cada vez utilizan más materiales de aluminio para ayudar a reducir el peso del vehículo y la eficiencia del combustible. Esta tendencia resulta en una clara demanda de brocas capaces de mecanizar agujeros en piezas de aleaciones de aluminio con, a su vez, gran productividad, bajo coste por pieza, vida útil más duradera y consistente, alta repetibilidad y seguridad del proceso.
Cuando se trata de taladrar aluminio, es necesario combinar tecnologías de recubrimiento y calidad innovadoras para alcanzar una vida útil duradera y un filo de aportación (BUE por sus siglas en inglés) reducido, ofreciendo grandes mejoras a los fabricantes a gran escala de bloques de cilindros, culatas, alojamientos de engranajes, turbo alojamientos, manguetas y sistemas de frenado.
Tecnología de calidad de PCD
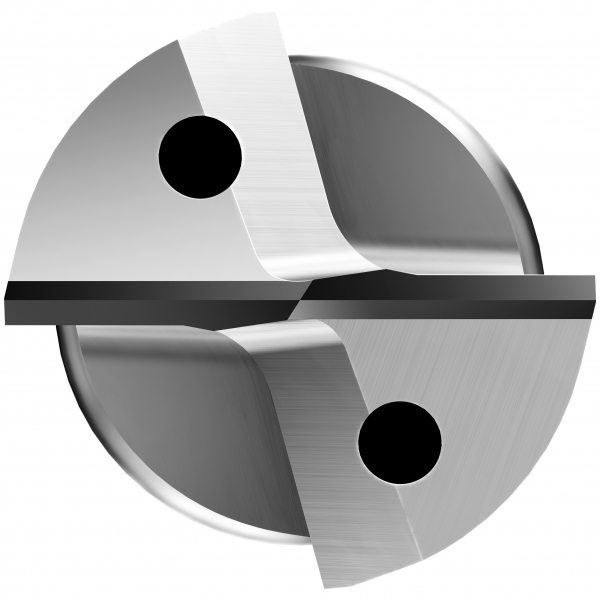
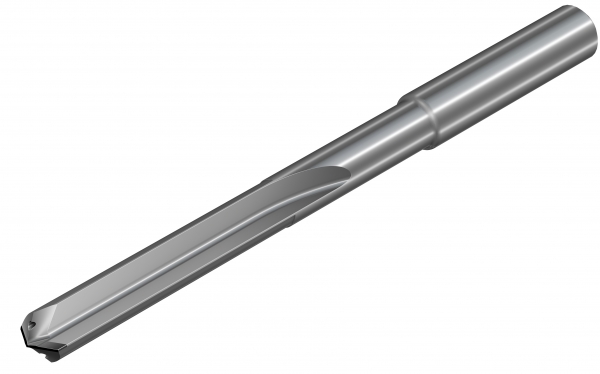
Este reto puso a los investigadores de Sandvik Coromant a trabajar en el desarrollo de una solución de taladrado optimizada, que formara parte de una cartera de soluciones completas para piezas de automoción hechas de aluminio. El secreto tras la creación de estas brocas reside en la calidad. Este es el motivo del desarrollo de las calidades de metal duro enterizas y de diamante policristalino (PCD por sus siglas en inglés) tipo vena como parte de una nueva oferta de productos de taladrado de Sandvik Coromant: CoroDrill® 400 y CoroDrill 430.
La disponibilidad de una nueva calidad N1DU con diamante policristalino (PCD) tipo vena ofrece una clara diferenciación en el mercado. Aquí, la calidad N1DU cuenta con PCD en todo el filo, lo que ofrece una vida útil muy superior. Debido al bajo coeficiente de fricción y la alta conductividad del calor del PCD, los filos de la herramienta son menos susceptibles al BUE. Además, la geometría acanalada de CoroDrill 400 y 430 ha sido diseñada para ofrecer una evacuación de la viruta optimizada en materiales enterizos y agujeros para machos.
Manguetas
Como ejemplo de su potencial, podemos tomar como referencia las pruebas de mecanizado llevadas a cabo en las instalaciones de un cliente dedicado a mecanizar manguetas de N1.3.C.AG, una aleación de aluminio con un 6-8% de silicio (Si). La lista de requisitos era larga, dado que el cliente buscaba producir 180.000 agujeros (30.000 piezas) de 16 mm de diámetro con una tolerancia de +0,2/-0 mm (+0,008/-0 pulg.). Usando una máquina-herramienta Howa de pallet gemelo, se cargaban cuatro piezas por fijación y se aplicaba refrigerante a 34,5 bares (500 psi).
El objetivo de la prueba era comparar el rendimiento de la broca CoroDrill 400, en la calidad N1DU de PCD, con el rendimiento de la herramienta de un proveedor local en la producción de agujeros de 24 mm de profundidad. Al implementar la broca de Sandvik Coromant, el cliente pudo incrementar determinados parámetros de corte como, por ejemplo, la velocidad del husillo (de 8.000 a 9.500 rpm). Además, la velocidad de corte incrementó de 309 m/min (1013 pies/min) a 367 m/min (1204 pies/min), mientras que la velocidad de avance pudo ascender de 2000 mm/min (78 pulg./min) a 3325 mm/min (131 pulg./min).
Aunque la broca del proveedor local consiguió completar 30.000 piezas, CoroDrill 400 alcanzó esta cifra con mucha vida útil por delante. Asimismo, se cumplieron todos los requisitos de tolerancia y el cliente describió un acabado superficial 'suave como la seda'. No obstante, lo más impresionante es que el tiempo de ciclo total por pieza se redujo un 43%, con una reducción del coste por pieza del 21%. En un lote de 30.000 piezas, esto supone un gran aumento del ahorro.
Cárter de transmisión
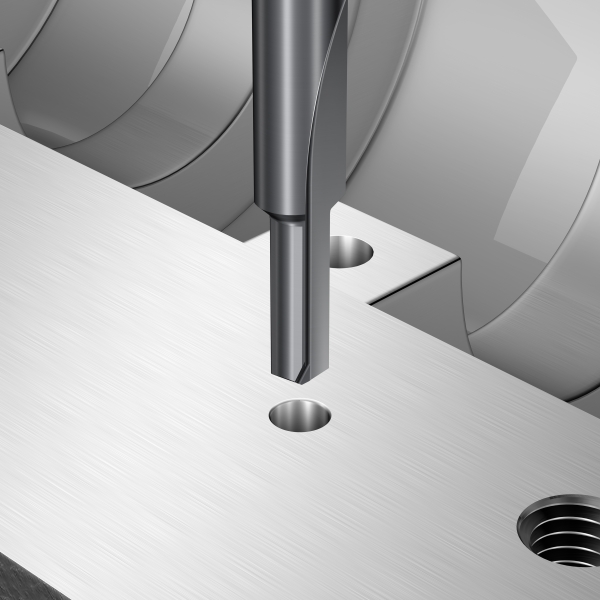
Un éxito similar se alcanzó en cárteres de transmisiones hechos de la aleación de aluminio N1.3.S.UT con un contenido de entre el 9 y el 12% de Si. Con un centro de mecanizado horizontal Toyoda FA-550-2, el cliente quería aplicar un técnica de taladrado de una pasada con avellanado y achaflanado. La herramienta de 12 mm (0,47 pulg.) de diámetro debía taladrar a una profundidad de 30 mm (1,18 pulg.), en agujeros para machos cónicos de 5 mm (0,2 pulg.), con ayuda del refrigerante a alta presión.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad