

Se considera taladrado profundo cuando la longitud del orificio es más de 10 veces el diámetro de la herramienta. La perforación de agujeros profundos se desarrolló por primera vez para la fabricación de armas de fuego, de ahí el otro nombre común de Gundrilling. El jueves 17 de junio, como parte de su feria virtual, Hoffmann Iberia celebró el seminario “Taladrado profundo. Retos y planteamientos de soluciones en la práctica”. A continuación, se presentan sus principales conclusiones y las aportaciones de la firma en esta operación de mecanizado.
Originalmente el taladrado profundo era un proceso costoso que requería mucho tiempo, pero los avances tecnológicos lo han convertido en un proceso de fabricación altamente eficiente utilizado en todas las industrias de corte de metales, incluidas la automotriz, aeronáutica, aeroespacial, construcción, médica, herramientas y matrices, petroquímica, hidráulica, neumática, etc. El Gundrilling es una solución ideal para la mayoría de los proyectos de perforación de agujeros profundos y de alta precisión. Esta operación produce orificios precisos y repetibles con excelentes acabados superficiales.
Proceso de taladrado
Se pueden resumir en cuatro pasos a tener en cuenta a la hora de realizar un proceso seguro de taladrado profundo.
Hay también que tener en cuenta un requisito de partida, el planeado de la superficie donde se va a realizar el taladrado, que se realizará en ángulo recto al eje del taladrado con la profundidad de rugosidad menor posible.
1º Centrado
Hay que realizarlo con una broca de puntear.
2º Taladrado piloto
Realizar un taladrado con una profundidad mínima (dependiendo del taladro profundo deseado). Cada taladro piloto cuida a la siguiente broca para taladros profundos en lo concerniente a la durabilidad. La realización de un taladro piloto es necesaria desde el punto de vista técnico de la fabricación y asegura el proceso y reduce los costes.
3º Colocación de un avellanado
En el mecanizado en vertical, se recomienda un avellanado, aunque no es estrictamente necesario, si se ha realizado una punta de centrado. En el caso del mecanizado horizontal después del taladrado piloto es necesario realizar un avellanado de 90º o de 60º.
4º Taladrado profundo
Dentro de esta fase se pueden distinguir dos subfases, la primera es el posicionamiento de la broca dentro del taladro piloto y la segunda es el taladrado propiamente dicho.
Si el caso es el de un mecanizado en vertical, en la fase de posicionamiento se introducirá la broca de taladrado profundo con giro izquierda hasta conseguir una cota de profundidad de 0,5xD mm antes de llegar al final del taladro piloto. Hay que realizar esta operación sin refrigeración interior.
Si el caso es el de un mecanizado horizontal es conveniente colocar los filos de la broca de taladrado profundo en posición vertical e introducir en parado hasta conseguir una cota de profundidad de 0,5xD mm antes de llegar al final del taladro piloto. Hay que realizar esta operación sin refrigeración interior.
Una vez posicionada la broca se realiza el taladrado profundo sin emplear el ciclo de taladrado convencional (no es necesario el desahogo de la viruta). Este trabajo se realiza con refrigeración y aumentando el número de revoluciones en continuo hasta el valor de trabajo definitivo. Si las condiciones de utilización son desfavorables, como puede ser el caso de relaciones 40xD – 50xD, un movimiento de retroceso de la base del taladrado puede aumentar la seguridad del proceso. En el caso de agujeros pasantes, es conveniente reducir el avance aproximadamente 1mm antes de la salida de la broca.
Retirada de la broca
Antes de retirar la broca hay que desconectar la refrigeración interna, reduciendo el número de revoluciones en continuo y salir con un avance rápido reducido.
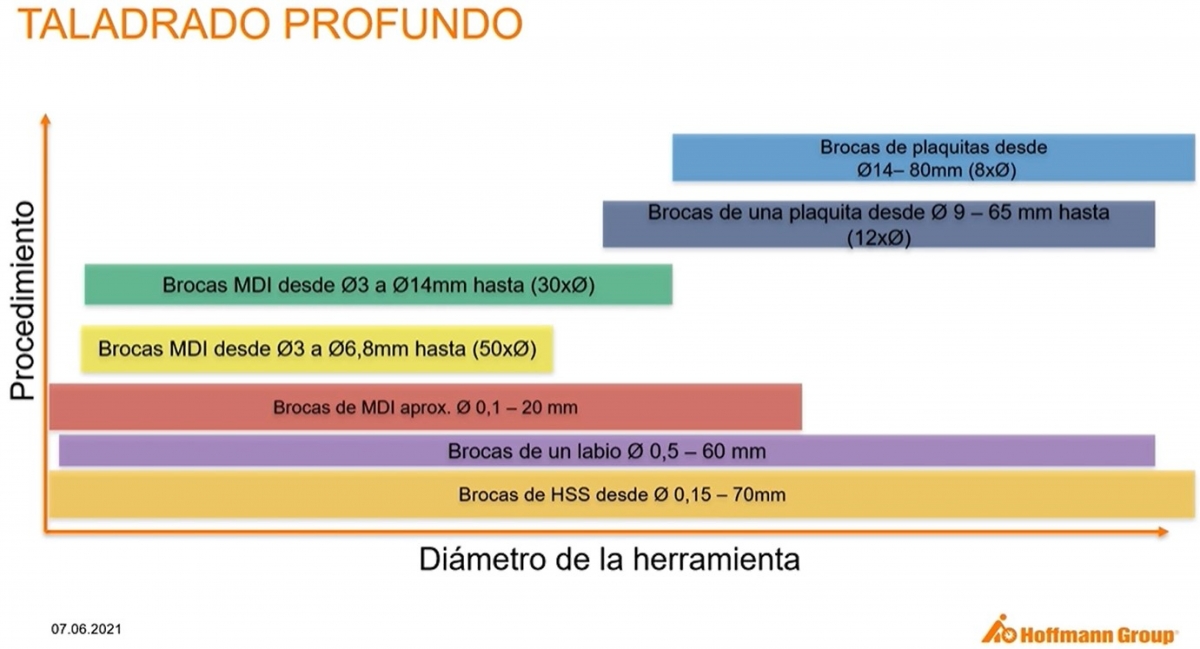
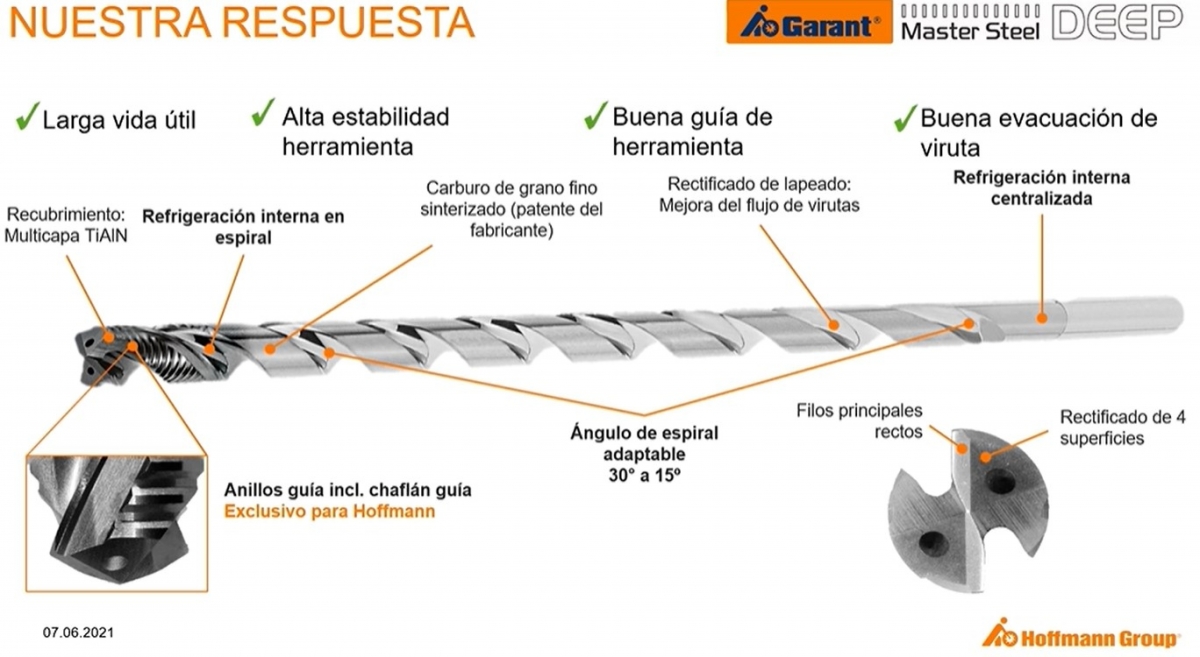
Herramientas para el taladrado profundo
Para llevar a cabo el taladrado profundo se pueden emplear diferentes tipos de herramientas. Cada herramienta tiene sus ventajas, inconvenientes y aplicaciones más características. Estas herramientas son las que se describen a continuación.
Para poder ver el contenido completo tienes que estar suscrito. El contenido completo para suscriptores incluye informes y artículos en profundidad